While I don’t know how many people will be interested with the new RMVR forum in its infancy, I’ve officially started my build and decided to share the progress with the club. I do all my own work from roll cage, to suspension, to engine and drivetrain, to body/paint, so this thread will have it all. My goal is to have the car ready for testing and tuning at HPR by summer 2026 and have it painted and finished by fall 2026.
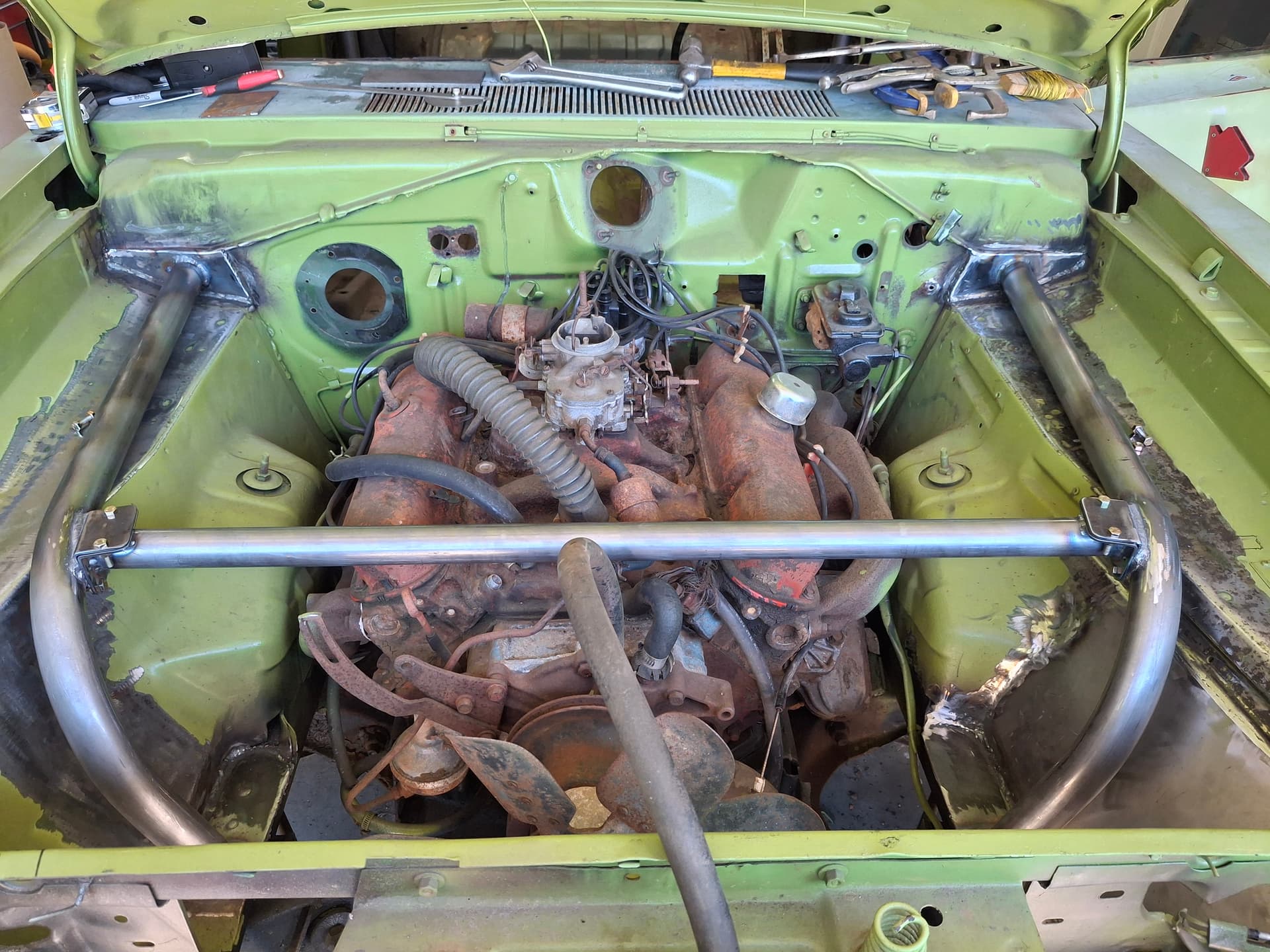
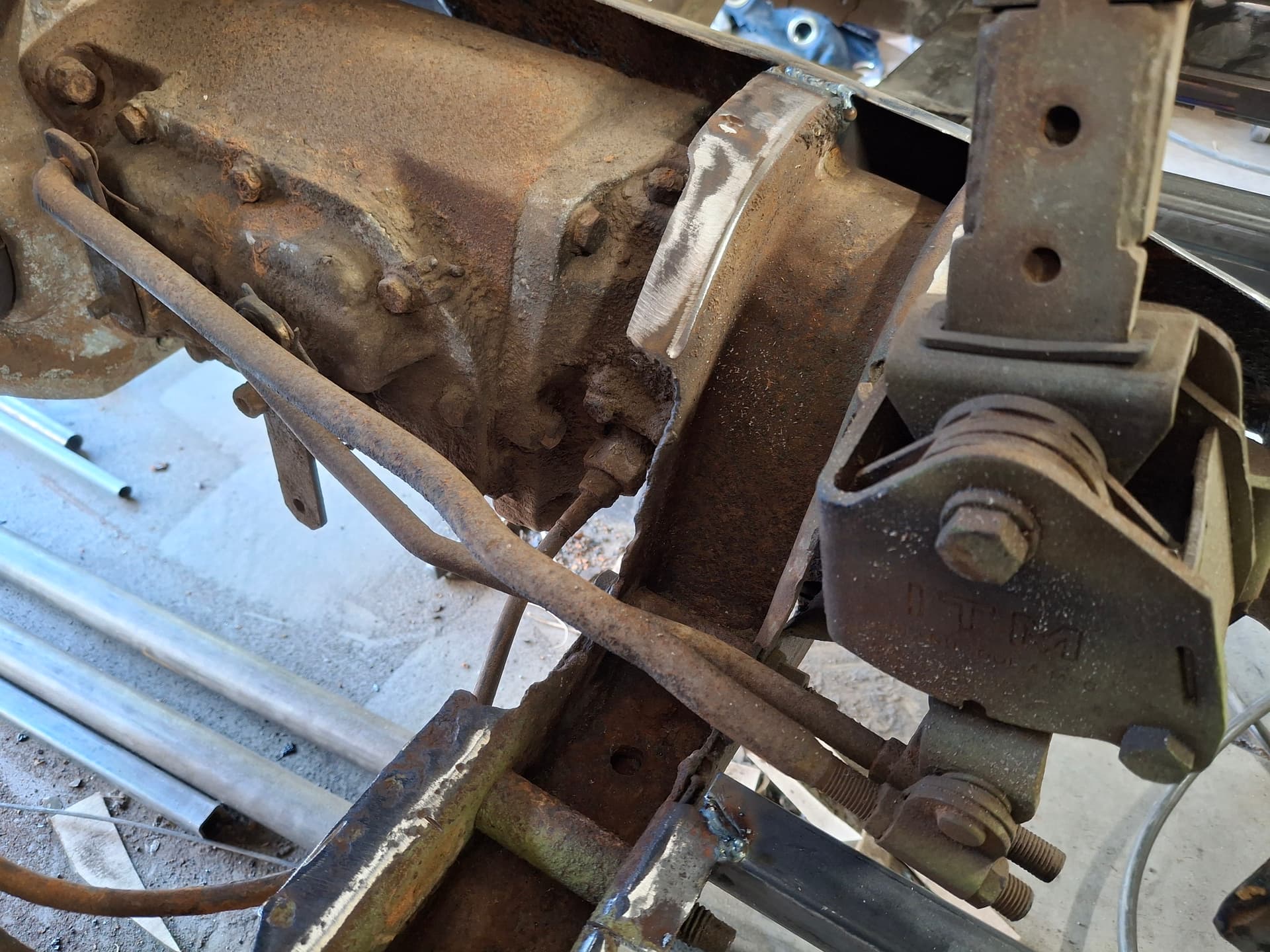
I obtained the 1969 Plymouth Barracuda fastback from a field in Elizabeth, CO last year. It’s a factory LA (small block) 318 V8 four-speed manual car, one of 509 produced. While the body has extremely little rot (a couple typical holes around the rear window and in the bottom of the fenders) and is pretty straight, the car has been neglected for decades with much of the interior stripped, making it a prime candidate for an RMVR race car. I will register it for the street and have the bare-bones necessities so I can do light tuning and drive to local cruise nights/meet-ups to promote RMVR.
The plan is to build it to our 1981 GCR for the GT-1 class. I’ll be punching out the engine to 364 c.i.d. (class rule limits it to 366), and the car will get all-wheel disc brakes. It will maintain a four-speed transmission.
Today, I’m getting the car situated in my two-car suburban garage in Aurora, and I’ll begin stripping the rest of the interior, engine/transmission, and drive shaft. The first project will be to fabricate a rectangular tube subframe to connect the factory front and rear unibody frames and to provide outriggers on which the roll cage main and front hoops will land (versus relying on the floor pan). From there, I’ll start fabricating the cage.
Until the next installment, here’s the car as I found it: