Happy New Year!
Intake Manifold
For historical context, from what I have read and been told through hot-rodding lore, in 1969 Mopar wanted to gain an edge over Chevy and Ford in the induction department for stock racing classes largely in drag racing and oval track where class rules required a factory intake manifold. At the time, Mopar’s best small-block intake was a cast-iron, single four-barrel, dual-plane designed for and used on the 340 starting in 1968. To meet the racing factory requirement, Mopar collaborated with Edelbrock to design and manufacture an aluminum, high-rise, dual-plane, large-runner intake with a cast Chrysler part number that came standard on high-performance 340 engines and optional through the dealership. Thus, the Edelbrock LD340 was born bearing the part number CHRY3549884. According to those who have both bench flowed and dyno tested dual-plane intakes, the LD340 actually outperforms the 1990’s Edelbrock Performer RPM and is bettered only by the modern Edelbrock Air Gap on 340 and higher displacements. LD340s are not impossible to find, but they are getting rare in good condition. I happen to have come across and purchased one a few years ago that has been waiting for an engine. While subjective, I think it is one of the best-looking single-carburetor intakes ever made with very cool runner shapes. The fact Chrysler worked with Edelbrock to meet racing specs and that the intake bears a factory part number just adds to the intake’s appeal. As an aside, Mopar and Edelbrock used the lessons learned from the LD340 when they created the six-pack intake used on Dan Gurney’s and Swede Savage’s 1970 T/A Barracudas and Sam Posey’s 1970 T/A Challenger. Now that would be a period-correct intake, but it would also cost me about $5,000 for the intake and carburetors.
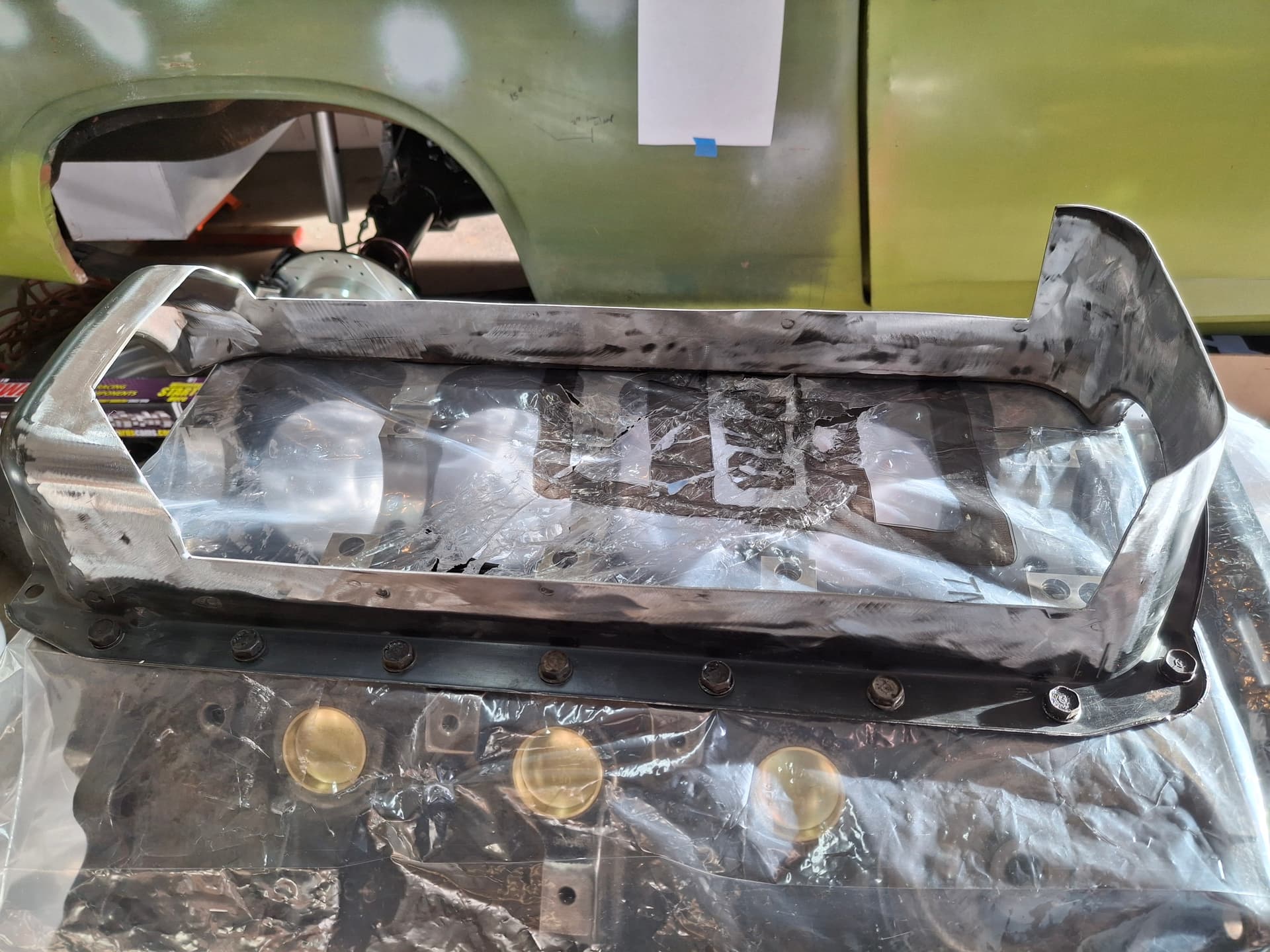
I have had too many internal debates in my head and discussions with others about which intake I should run on the Barracuda’s 364 engine. Keep in mind that the 1981 GT-1 rules do not restrict the intake, so, technically, I can run any single-carburetor intake I want that fits under the hood. On one hand, a dual plane will provide better throttle response and power under 6,000 RPM, while a single plane will provide better power above 6,000 RPM at he loss of some low/mid power and throttle response. On the other hand is period correctness. The most period-correct intake would be the LD340, which you would have seen on cars in 1969, but it’s a dual plane. The other option I have that you’ve seen in previous photos is one of the best single-plane intakes ever designed for a 340/360 small-block Mopar–the “M1” produced by Mopar Performance starting in the early 1990s. The only period-correct single-plane option is the Edelbrock Torker 340 “tarantula” that was available through Edelbrock in 1969, but it is a notoriously power-killing, garbage intake that was produced as eye candy at the expense of performance. So many variables, but I’ve decided to go with the LD340 . . . for now. I figure that the engine will spend far more time under 6,000 RPM (my shifts will be in the 6,500 - 7,000 range), I will want great throttle response, and the period-correctness is important to me. Once I have plenty of track time on this setup for some baseline lap times, I will likely install the M1 just to see how it compares. Feast your eyes on the LD340 (the plenum divider notch is an original design):



Engine Breather System
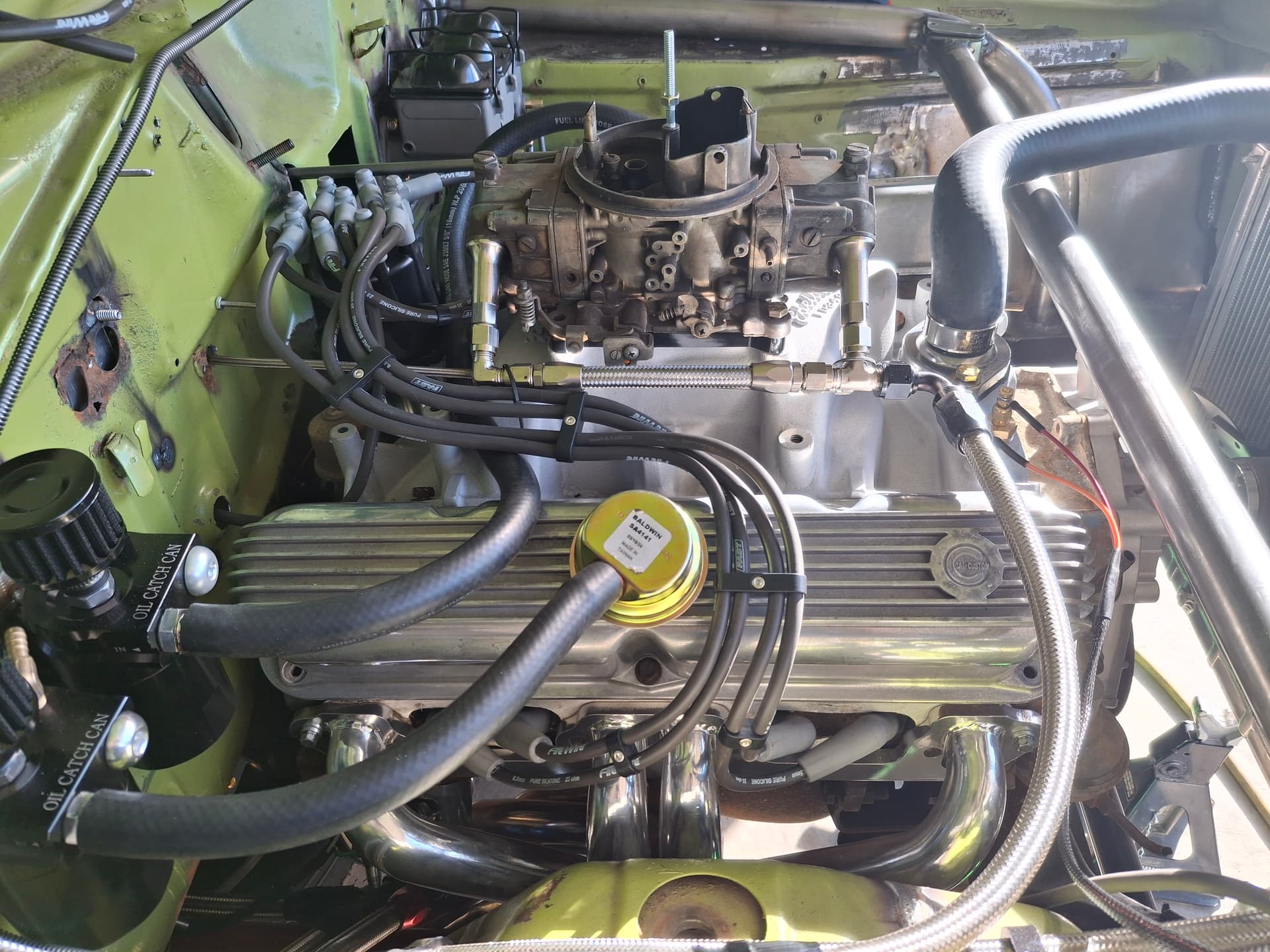
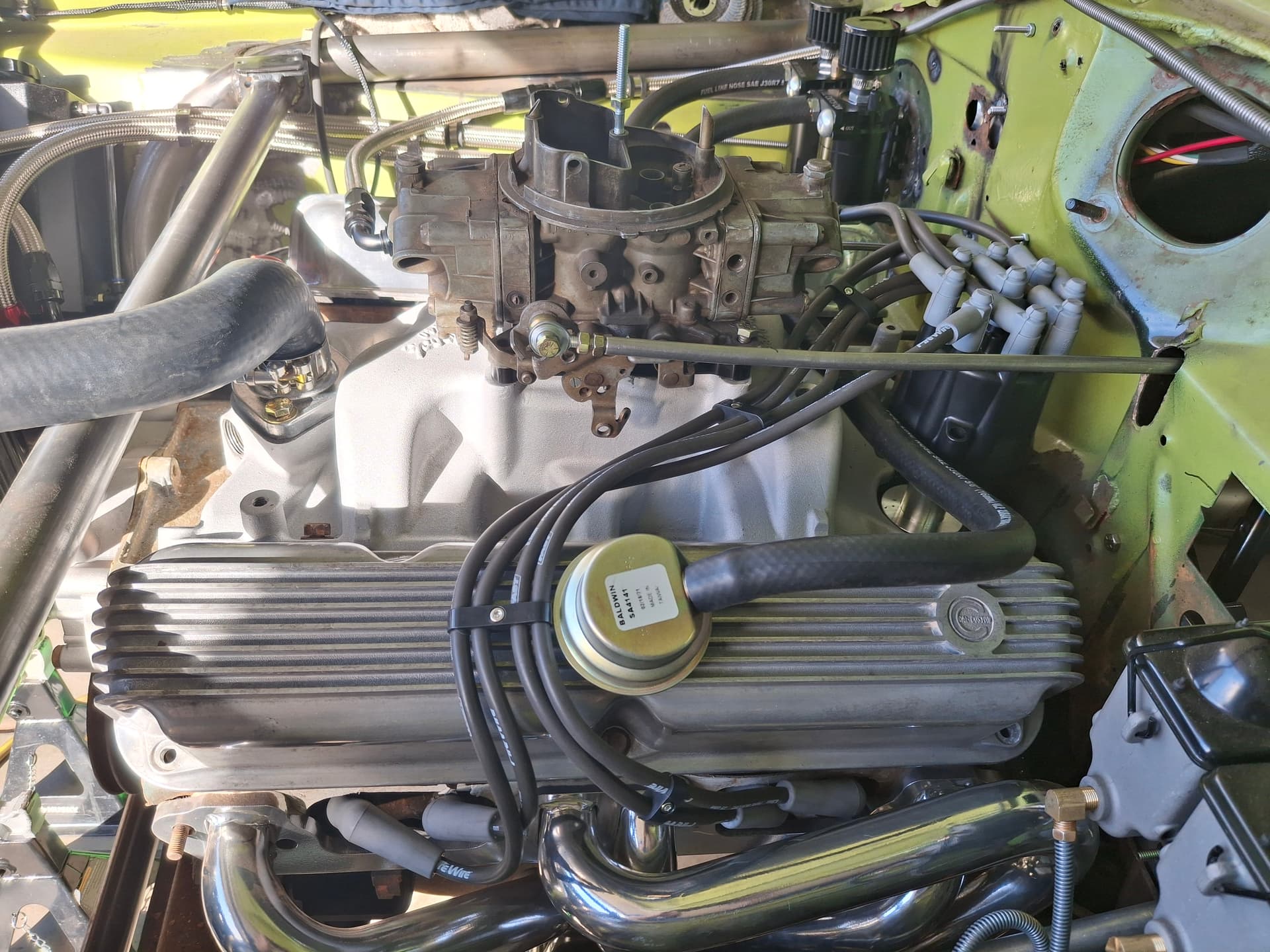
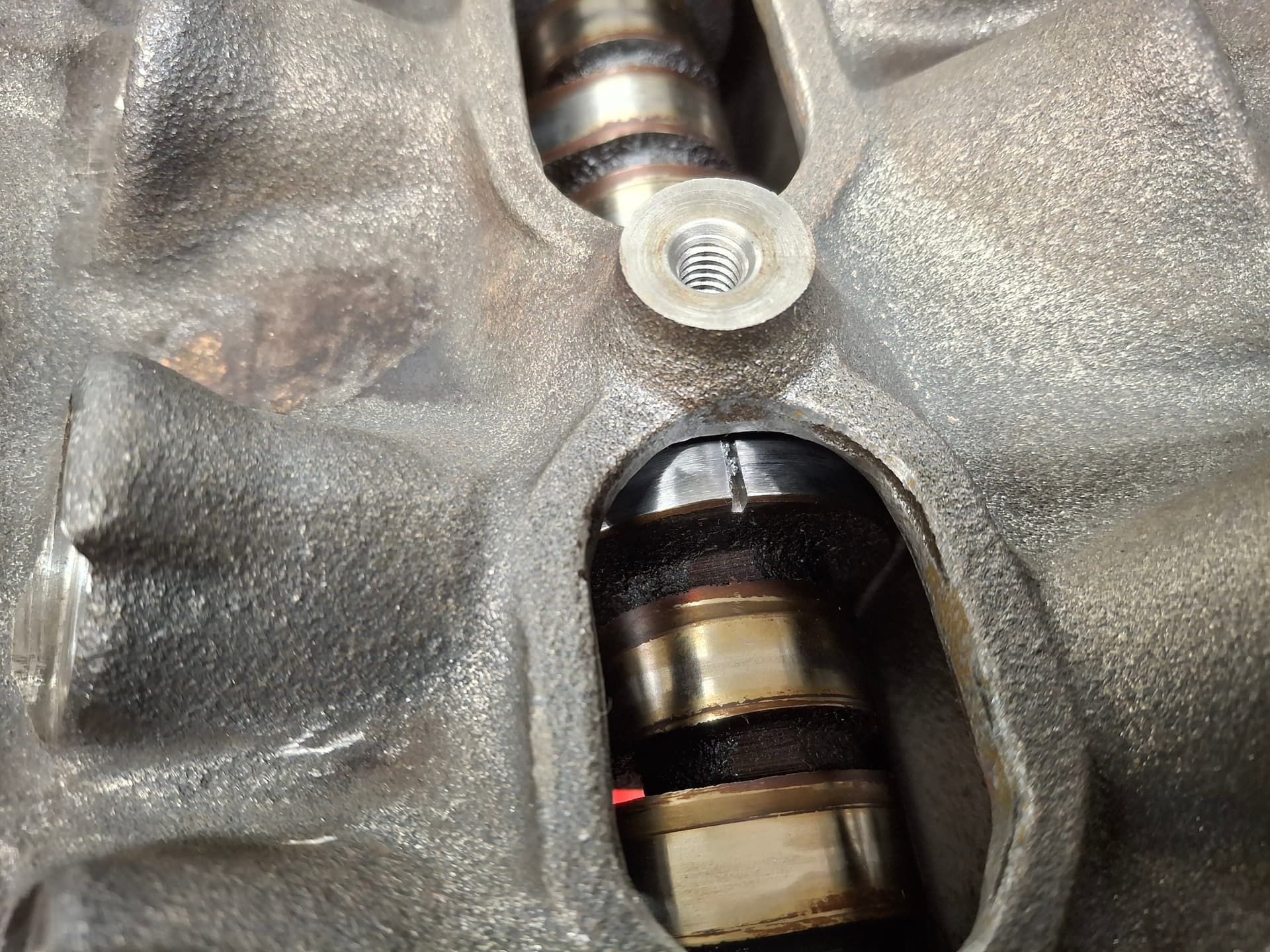
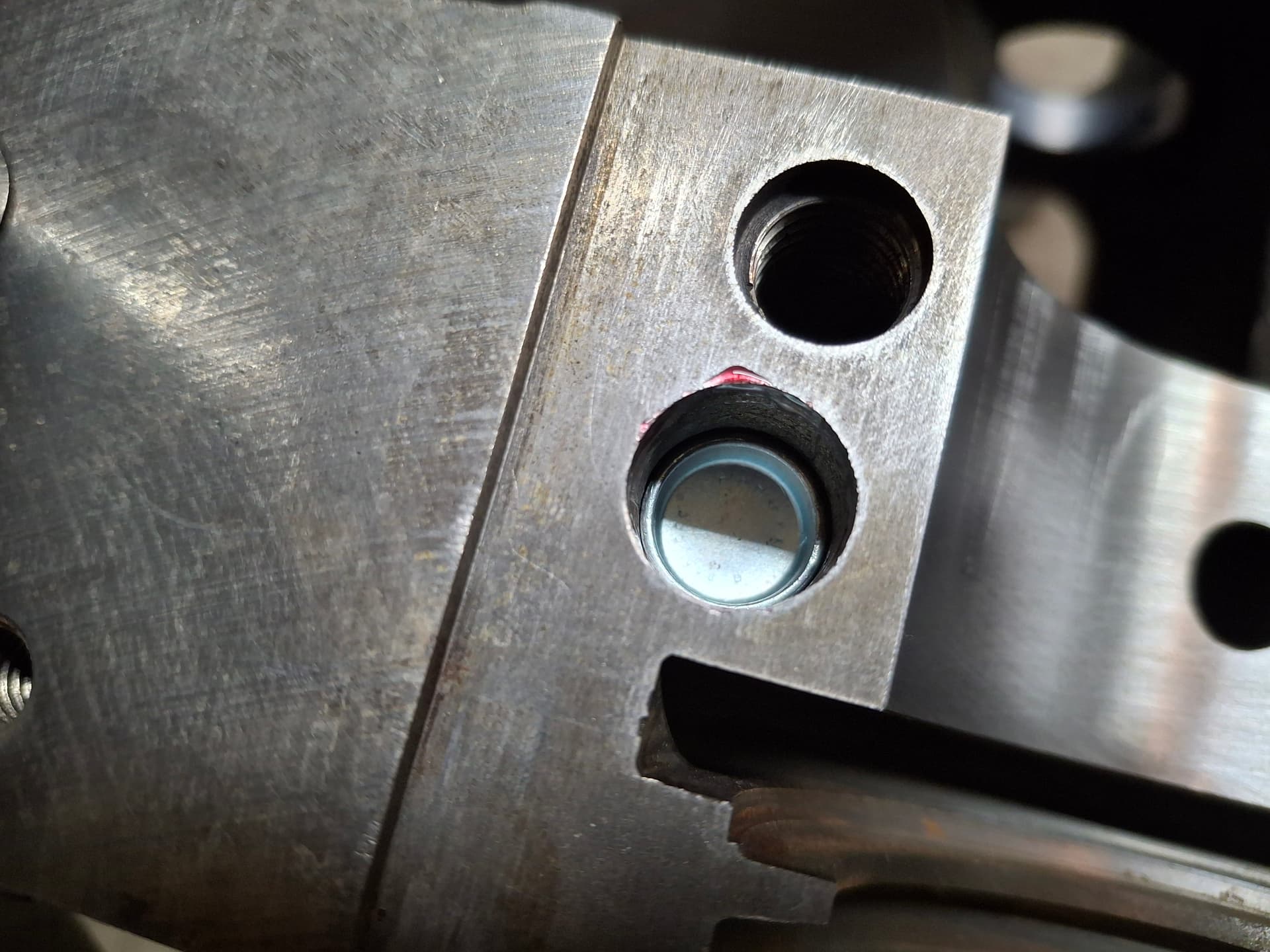
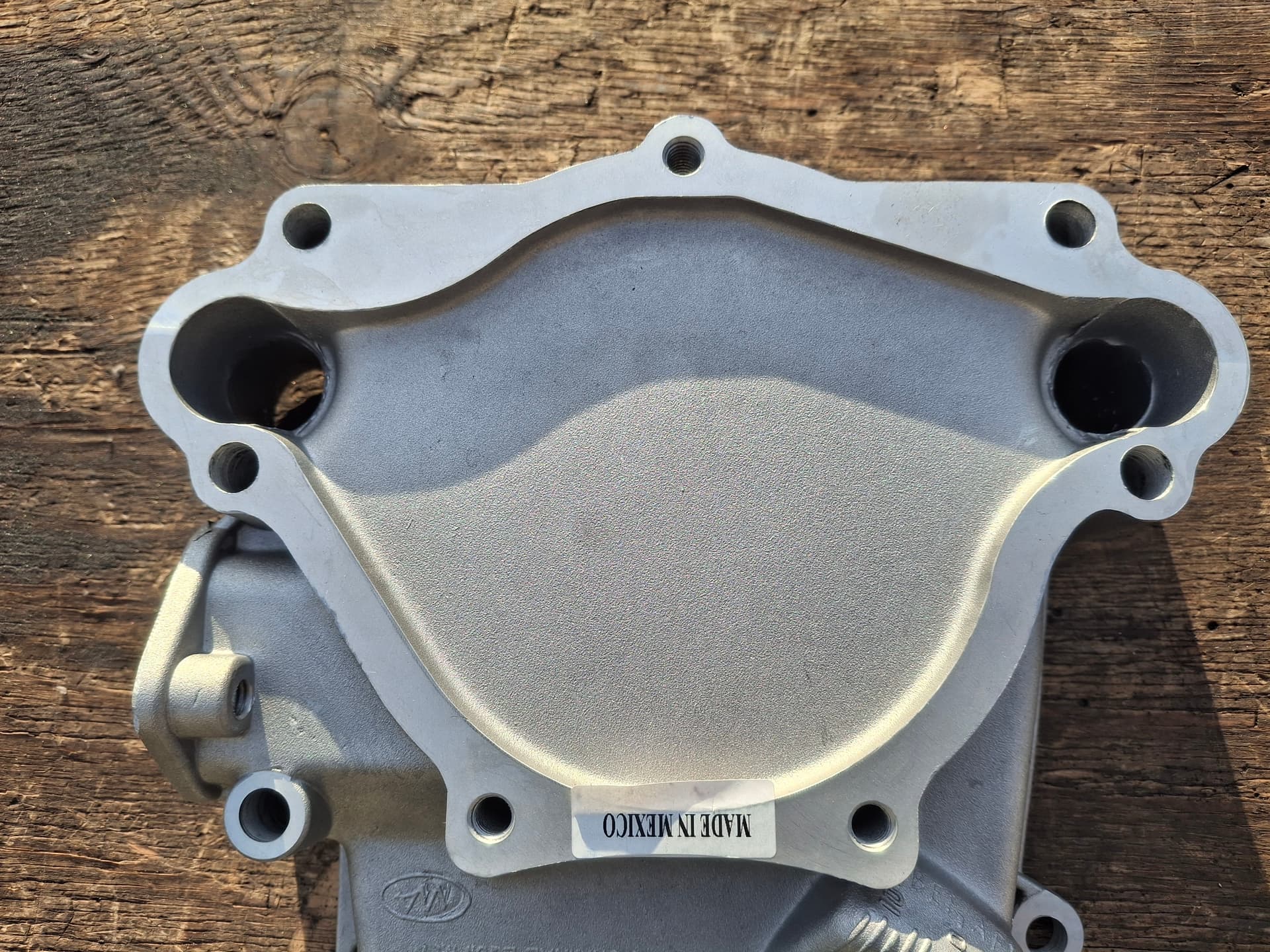
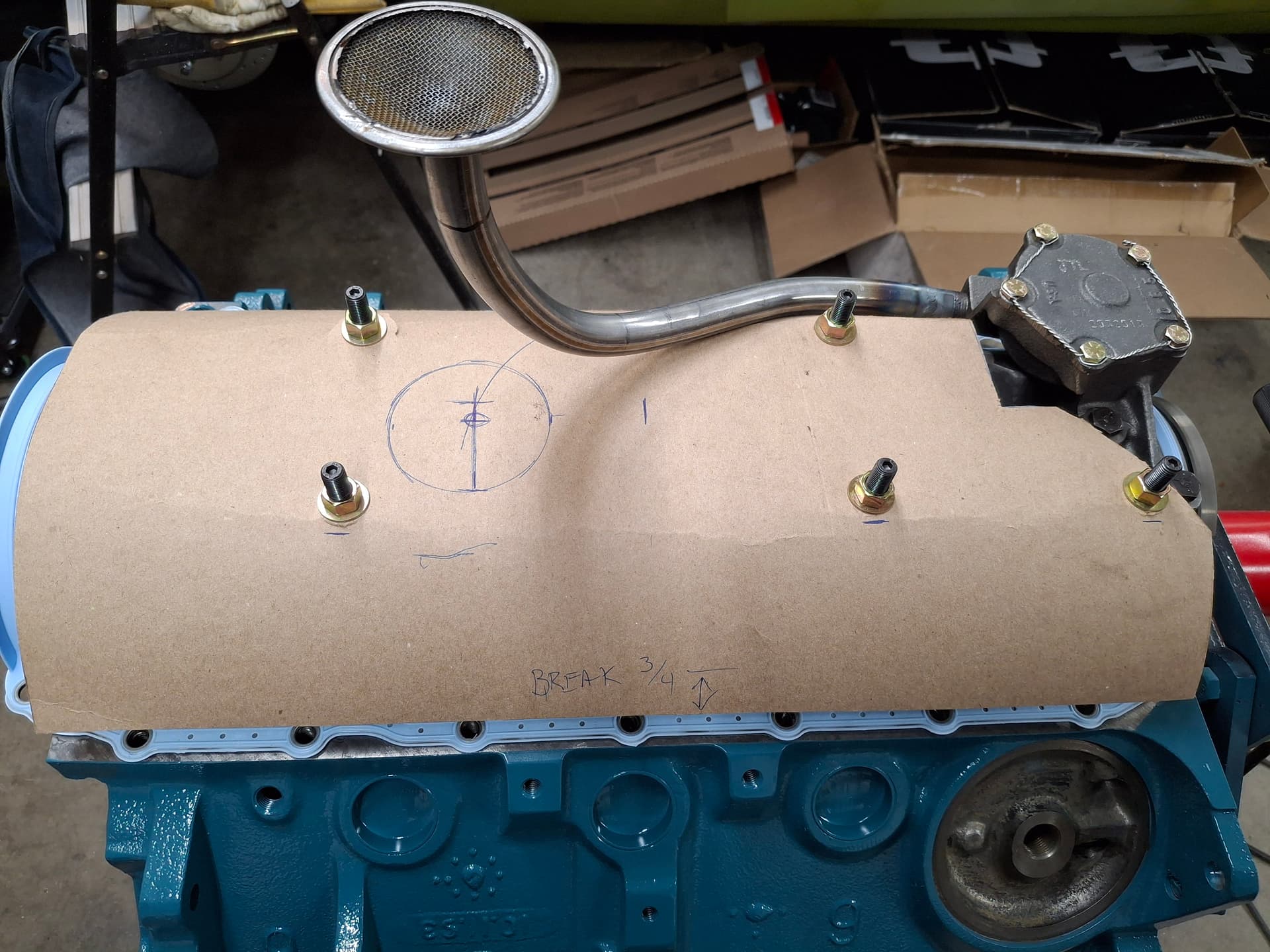
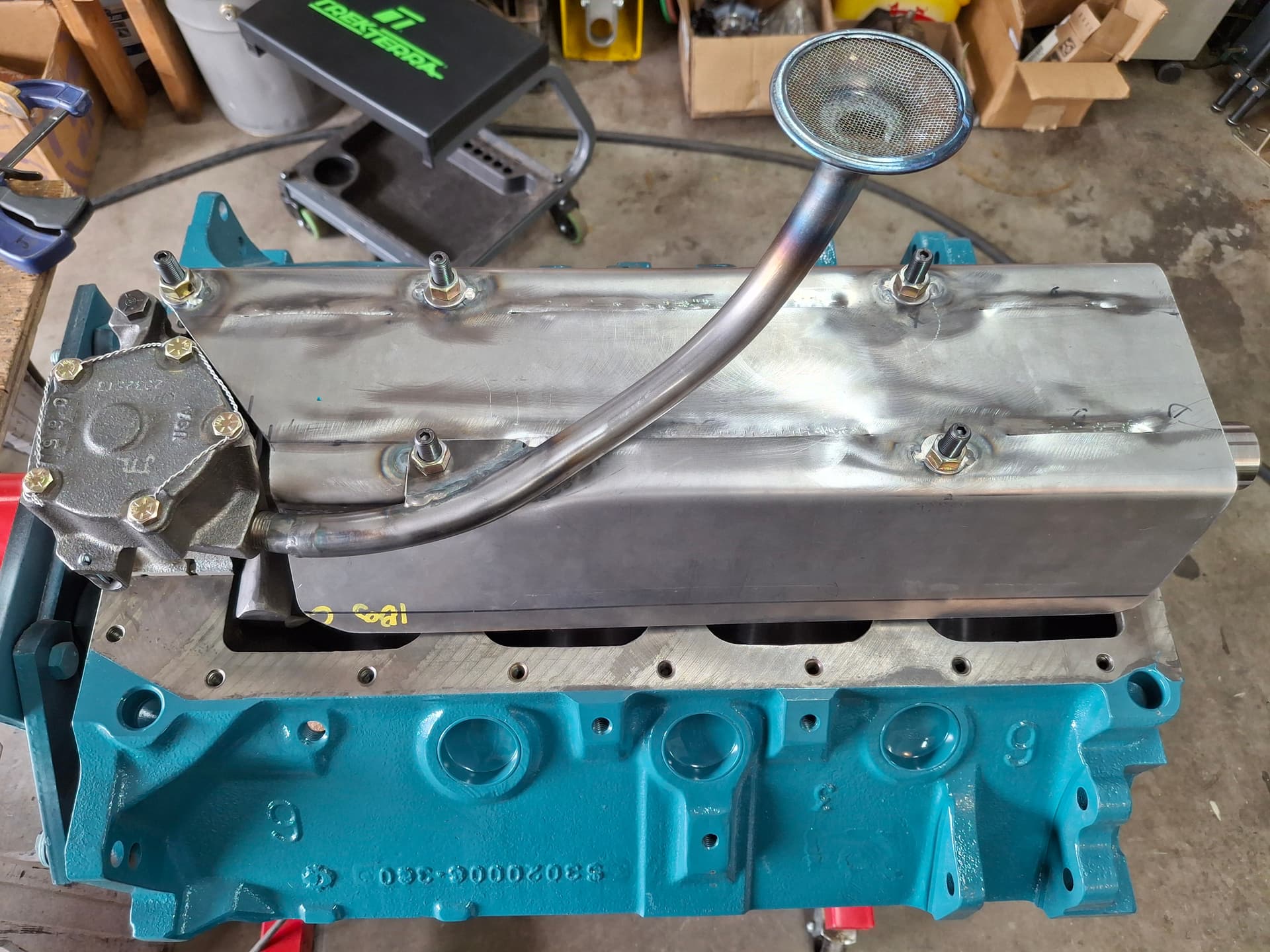
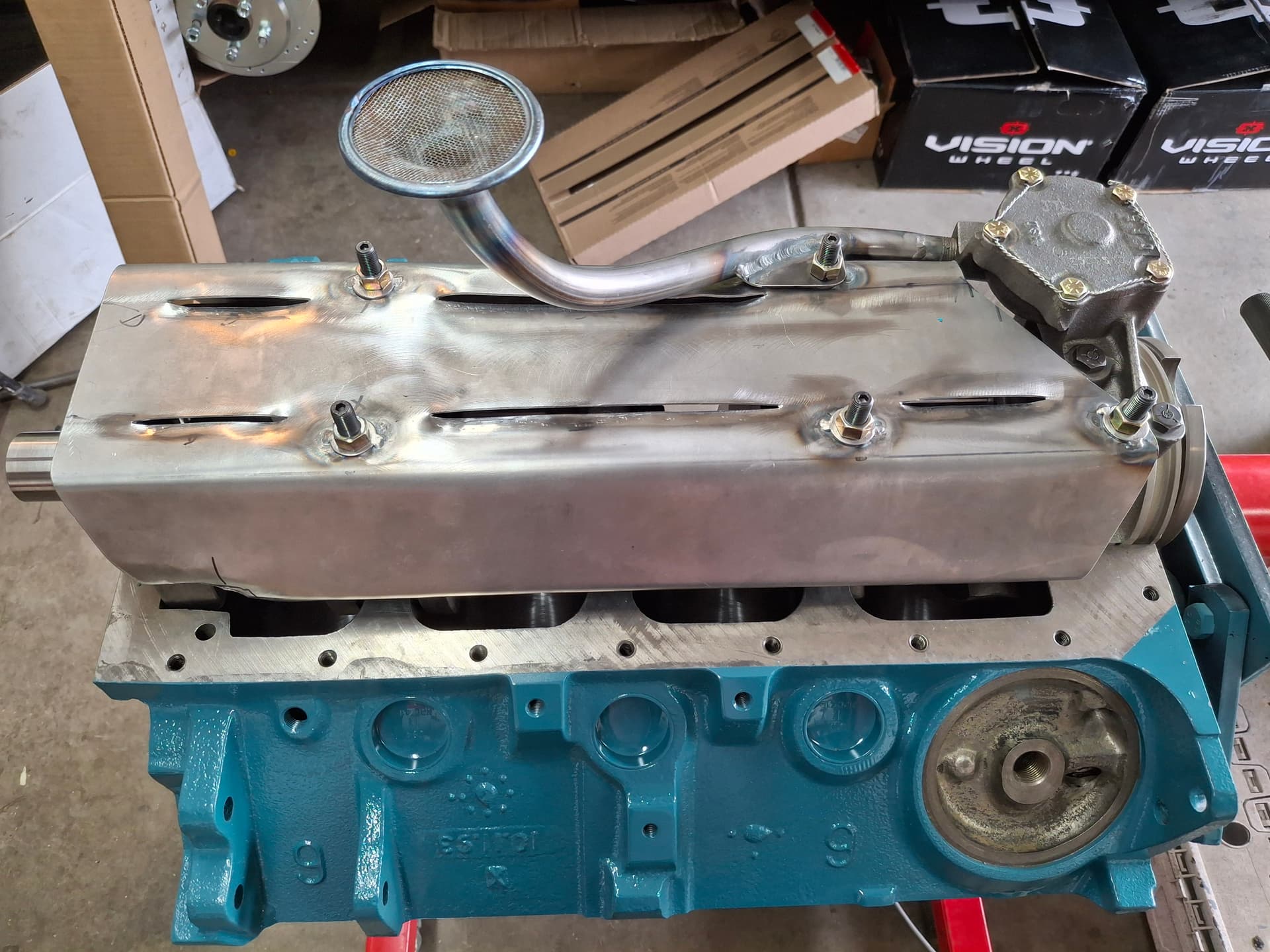
I welded up the factory heater blower-motor hole in the firewall since I’d need that space for mounting the oil catch tanks. To help the crankcase breathe and to meet RMVR’s General Rule on catch tanks, I modified and installed two aluminum catch tanks (to meet the volume requirement and provide ample breather volume) to which each valve cover connects using 5/8" hydraulic hose. I used a burr bit to modify a 1990’s Mercury grommet that was wide enough to fit the valve cover cap hole so it would accept the 1960’s style Mopar breather. The catch tanks feature an internal stainless-steel mesh filter and baffle system that condense and drop out hot oil vapors entering the tank before the air is vented to atmosphere through the cotton-gauze breather. The tanks spin off from the bottom for emptying/cleaning.
For the right catch tank, I drilled and tapped a new port to 1/8" NPT and installed a barbed elbow. I drilled and tapped an 1/8" NPT port into the transmission tail housing (not pictured yet), and the vent hose will run from the transmission port to this new port in the catch tank to vent the transmission as well.

Shifter Boot
After some internet digging, I found a shifter boot that both fits over the Competition Plus shifter and works, for the most part, with the oddly shaped transmission tunnel cover. I think it is originally for a Toyota or Honda. The one corner protrudes a bit, but that can’t be helped due to the shifter body. I drilled holes through it and the tunnel cover and attached it with #10 machine screws and nylock nuts.

Dashboard Emblem
You know I’m progressing in the project when I start considering inconsequential aesthetics ![]() I removed the only remaining emblems on the right fender and repurposed them onto the dashboard to let curious lookie loos know what fish they’re messing with
I removed the only remaining emblems on the right fender and repurposed them onto the dashboard to let curious lookie loos know what fish they’re messing with ![]() . Eventually, the emblem’s green overspray will get painted something different (black was factory, but maybe the white of the car against the black dash?).
. Eventually, the emblem’s green overspray will get painted something different (black was factory, but maybe the white of the car against the black dash?).

Post Alert Pings:
@jonUU
@Sportsracer
@Datsun78
@Bob_Alder
@Rich
@Nick_H