Water Pump Cooling Modification
A visit to Keith Davidson’s got me thinking about the Barracuda’s cooling system–specifically the thermostat bypass hose that runs from the intake manifold to the water pump. In stock form, this 1" hose serves to stop air pockets from forming in the system when the thermostat is closed, keep the water pump from cavitating when the thermostat is closed, and to speed up the engine warming at cold start. The downside for a race engine is that the bypass functions at all times, meaning some coolant is not run through the radiator.
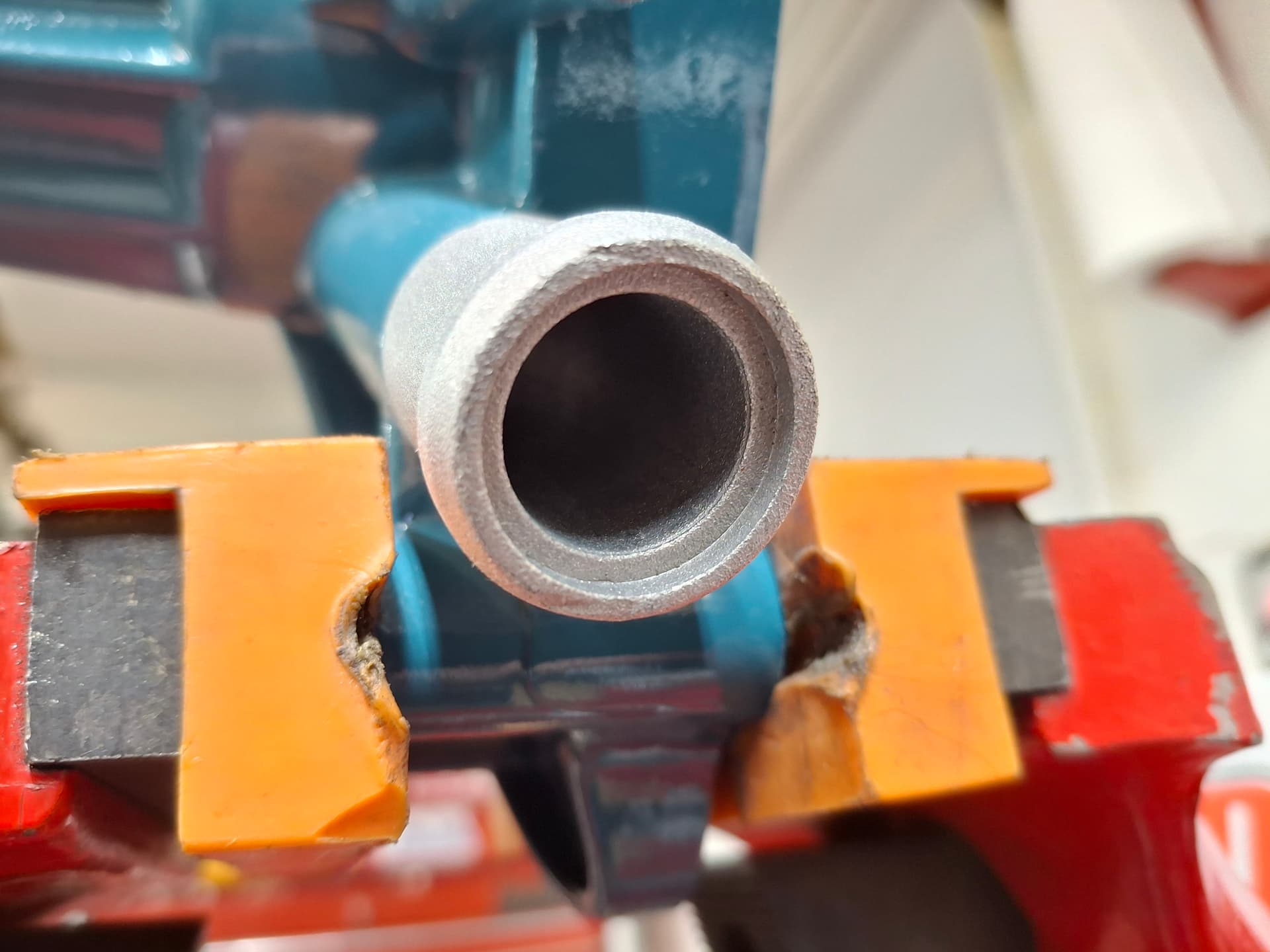
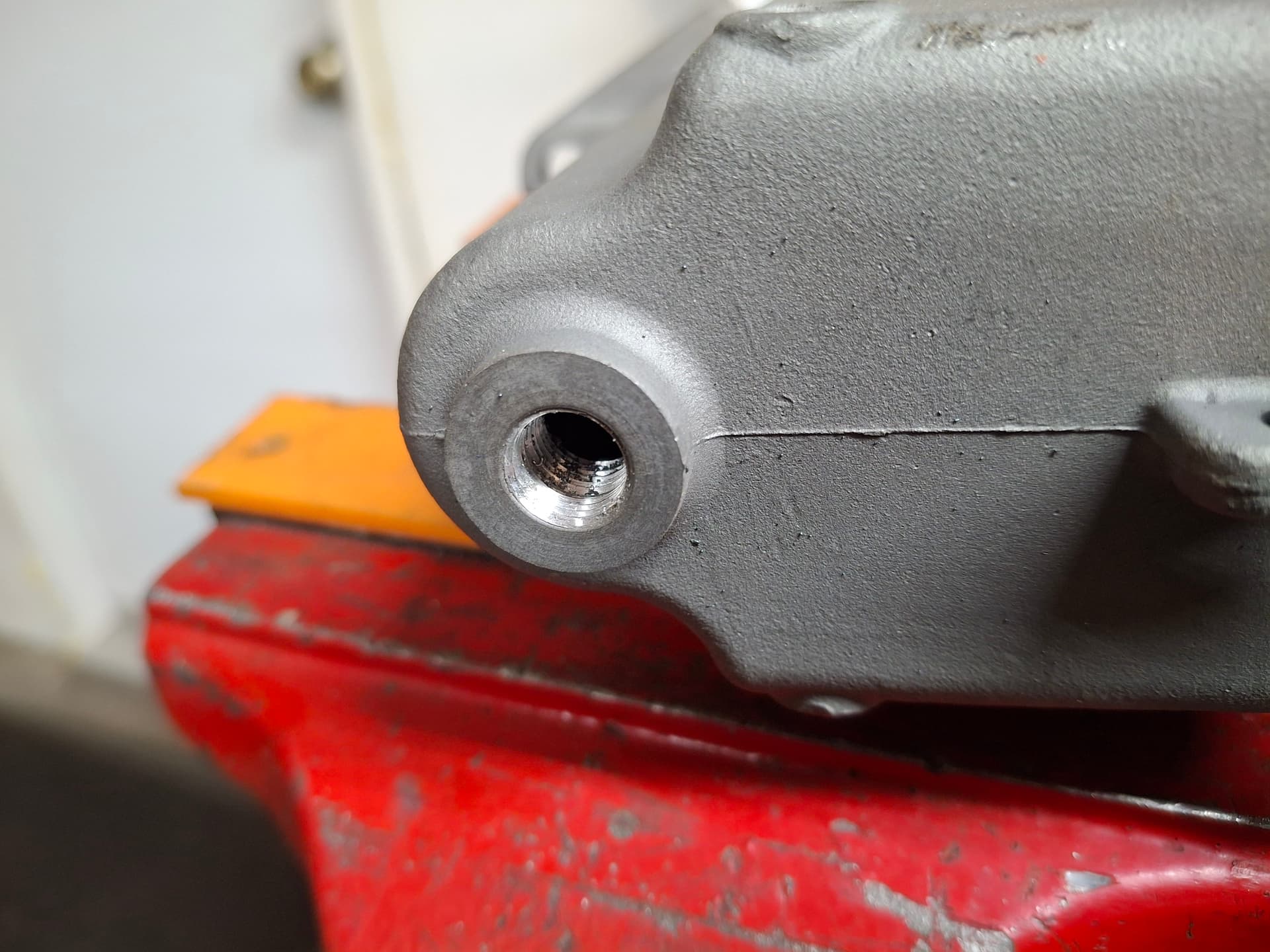
Keith mentioned to me that his Ford, which uses a smaller bypass hose but of a similar diameter, has a reducer in the bypass port to limit the volume of coolant that is always bypassed, thus forcing more coolant through the radiator. After doing some research, I found that only 0.06 square inches of area is needed as a bypass to keep the air pockets from forming and the pump from cavitating while the thermostat is closed, which many people get by drilling two 3/16" holes in the thermostat plate. Instead, I drilled and tapped the inside of the nipple in the water pump to 1/2" NPT. I drilled a 5/16" hole through a stainless-steel pipe plug to provide 0.076 square inches of surface area, and I installed the pipe plug into the nipple with sealant.
Cylinder Head and Intake Port Matching and Machining
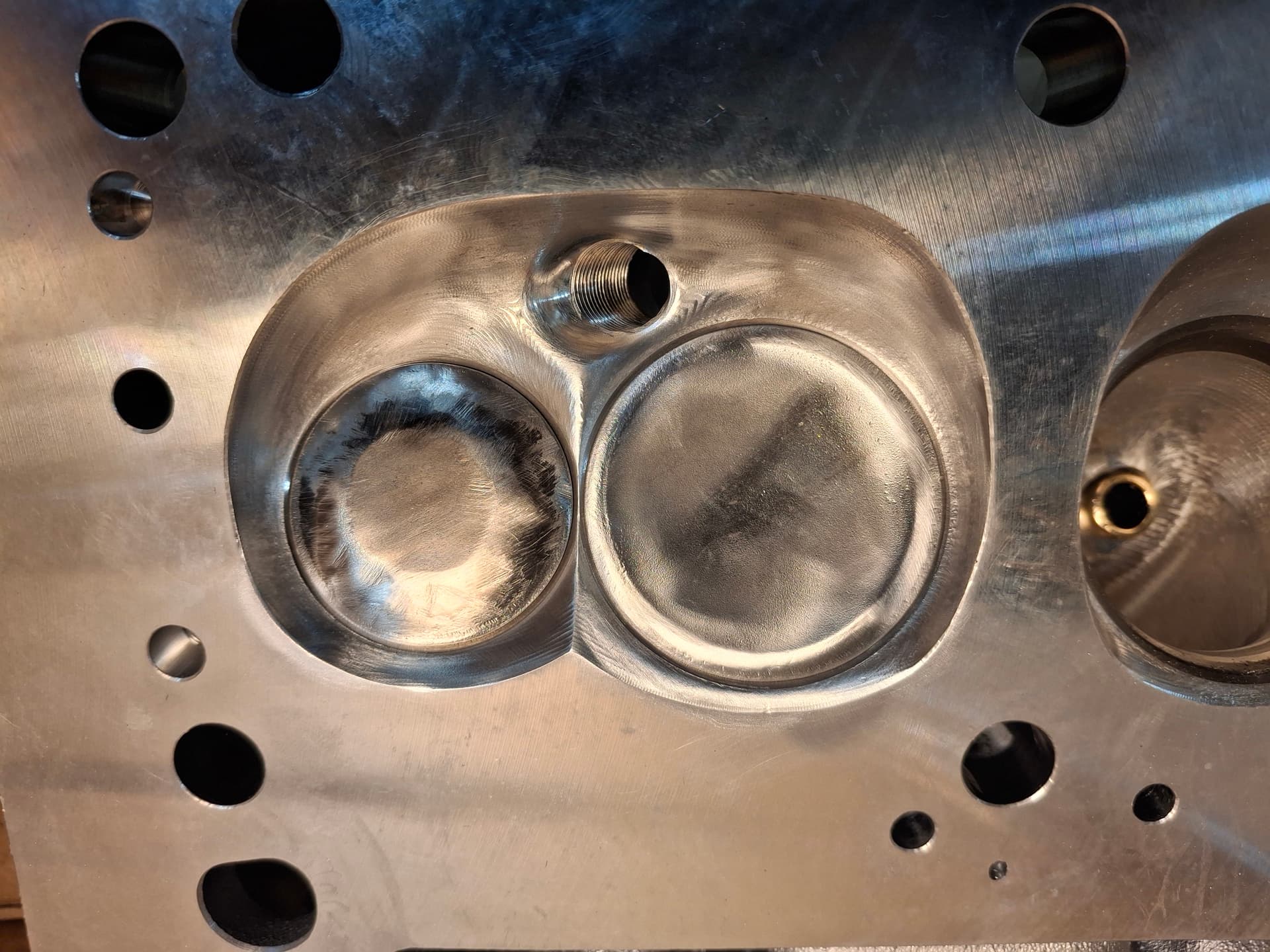
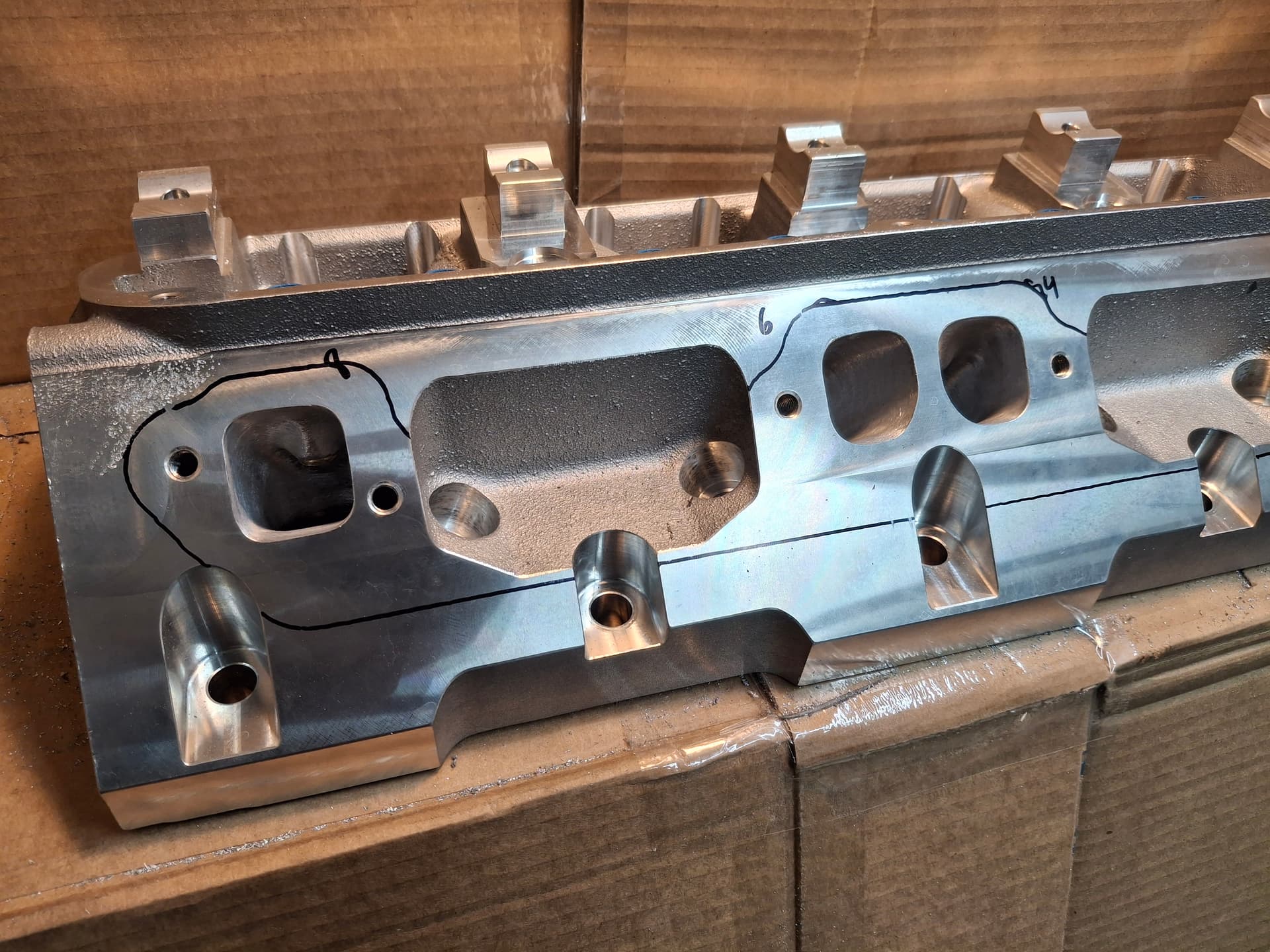
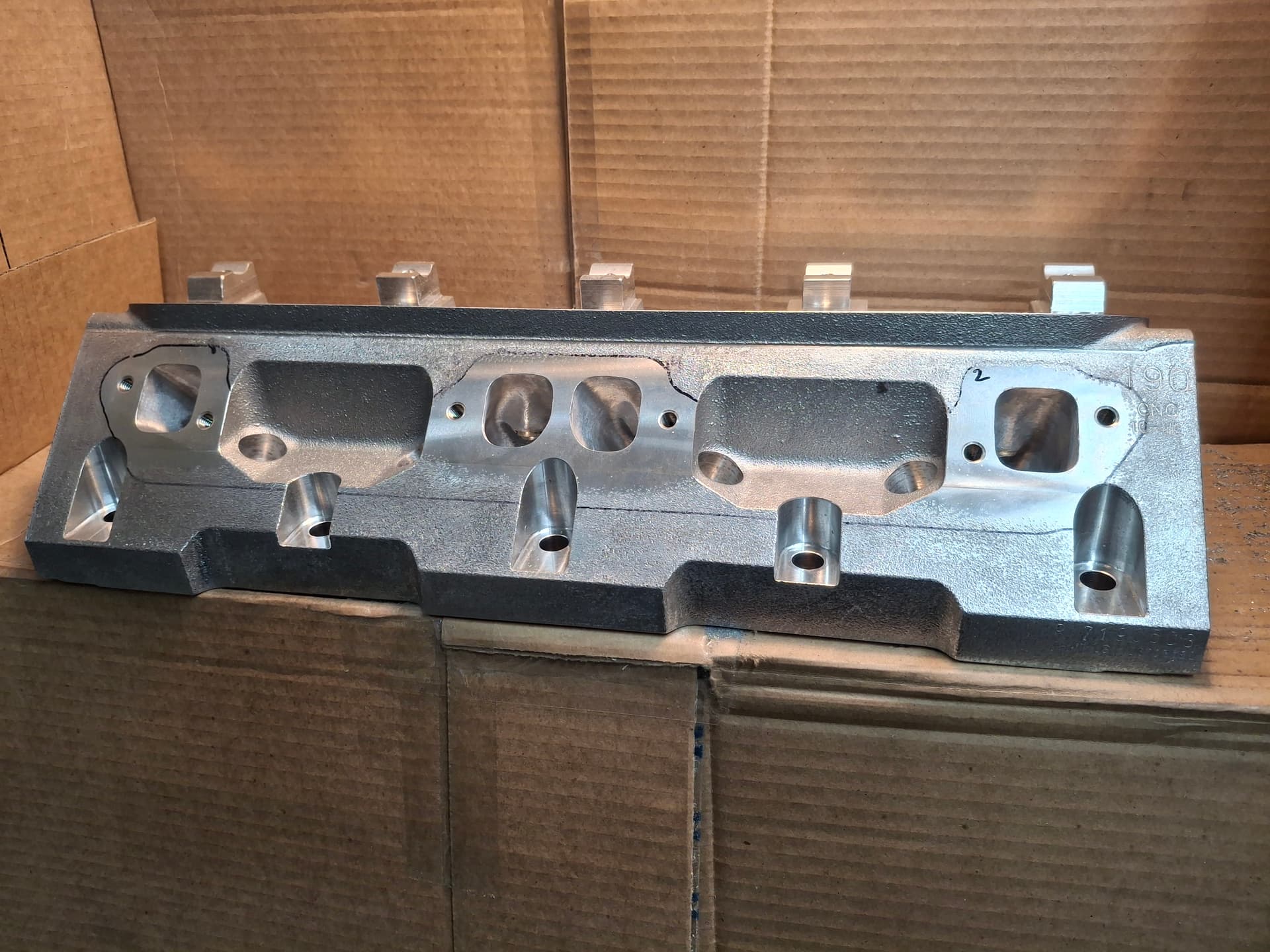
I bolted the exhaust gaskets to the heads and found that I didn’t need to do any work to the heads, but some of the gasket overhung the head port. I marked the spots and enlarged the gasket ports with a burr bit. As you can see, the head ports are round while the header ports are rectangular, but this is by design since the round head ports flow much better than the low-performance factory heads that use rectangular ports.
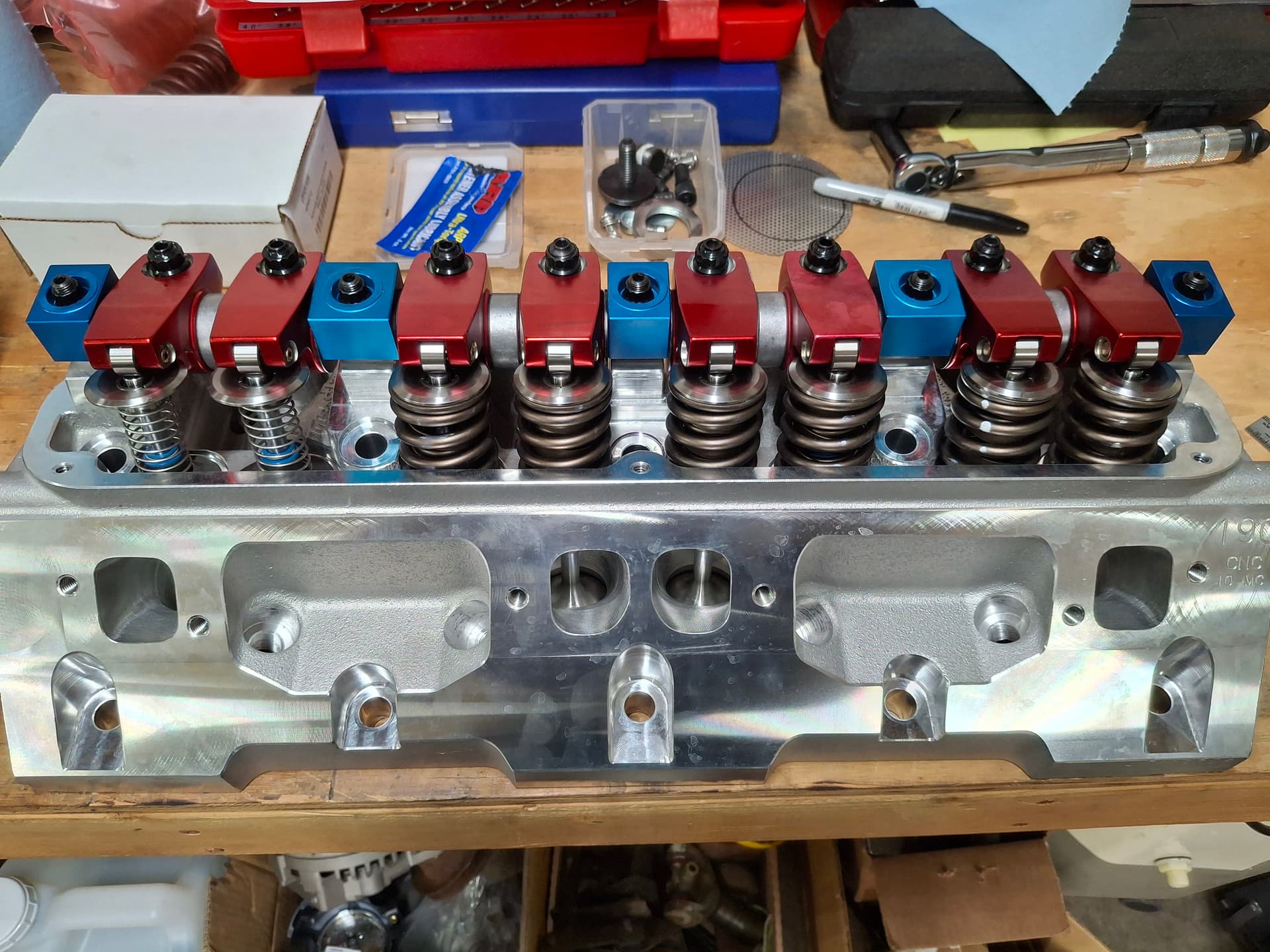
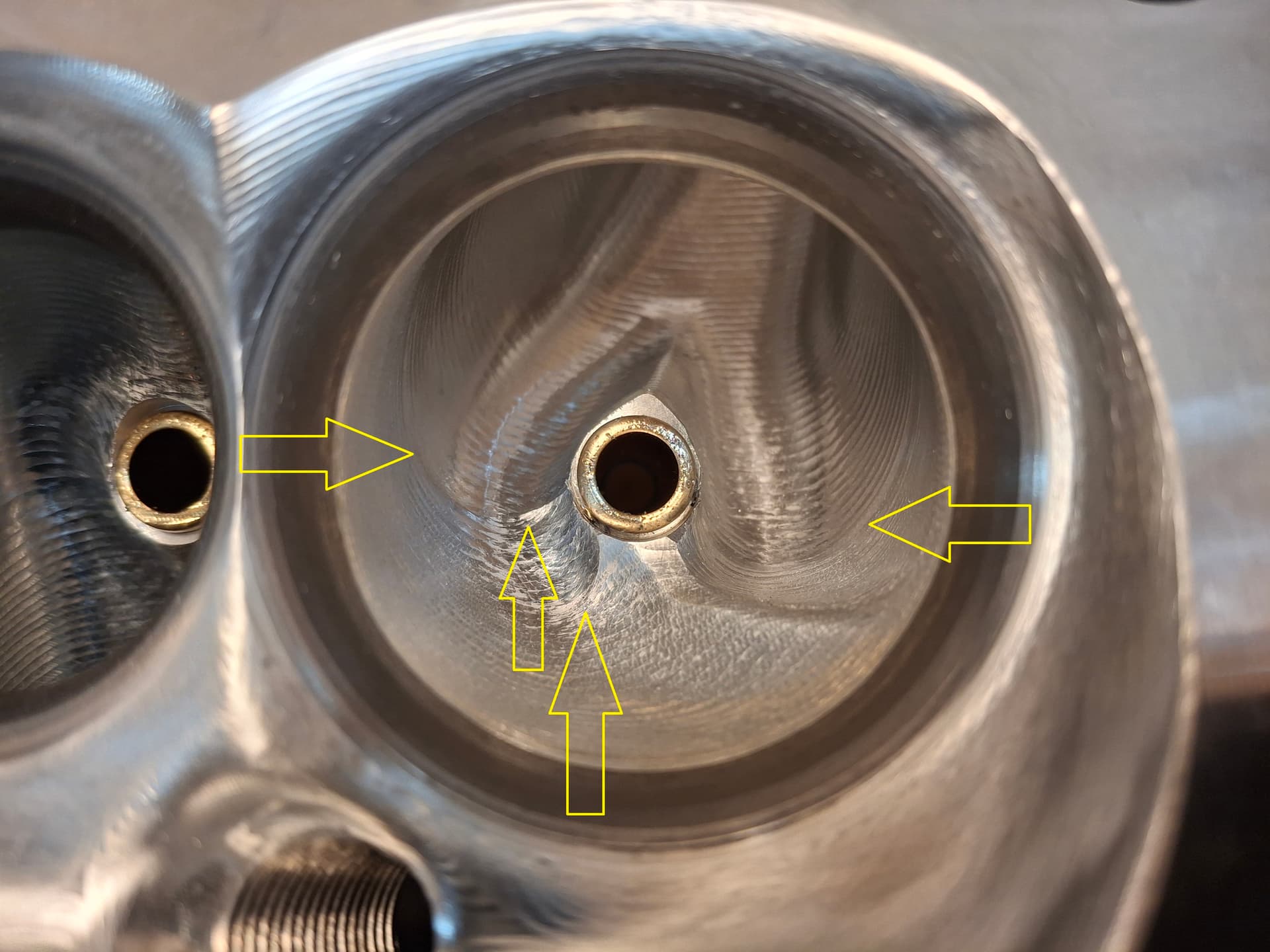
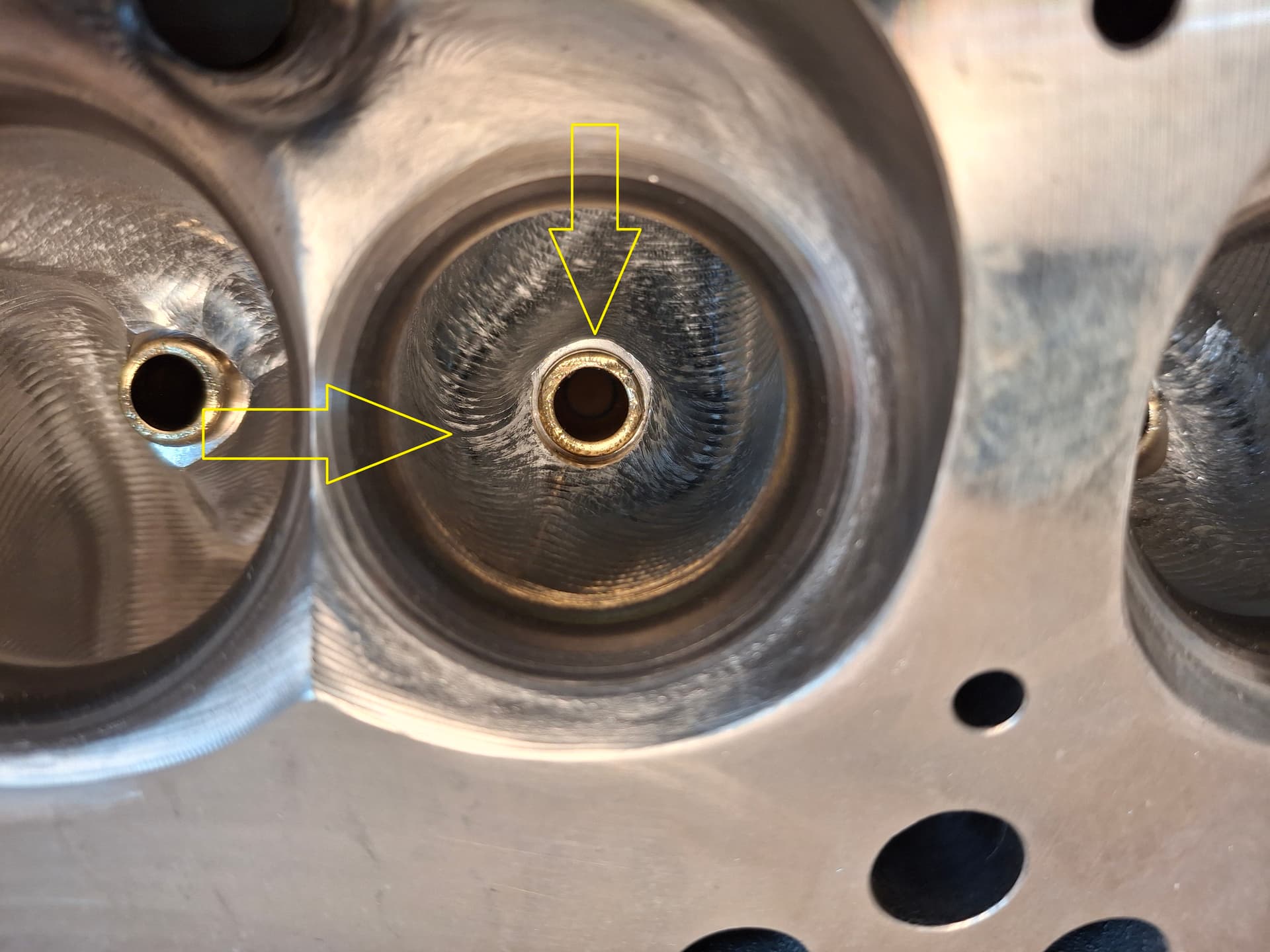
I installed the head gaskets and heads, snugging them down enough to not crush the gaskets but clamp down the heads. I positioned the intake gaskets on the heads and taped them in place. The heads’ intake runners would require some massaging to match the gasket, and the gasket would need some massaging to match the ports. I then installed the intake manifold and tightened its bolts just enough to snug down the intake but not crush the gasket.
I used a 1/8" drill bit to drill at each corner through the intake, through the gasket, and approx. 1/8" deep into the head in locations that are not critical for air/coolant in order to index the gaskets. Of course, as with most well-laid plans of mice and men, the drill locations I chose did not cleanly go through the gasket but skirted an area void of gasket, but there was enough indexing for my purposes.
I scribed the lines on the head and used marker on the gaskets for trimming, removed the intake and heads from the block, and machined the head and gasket with a burr bit.
Intake Manifold Machining
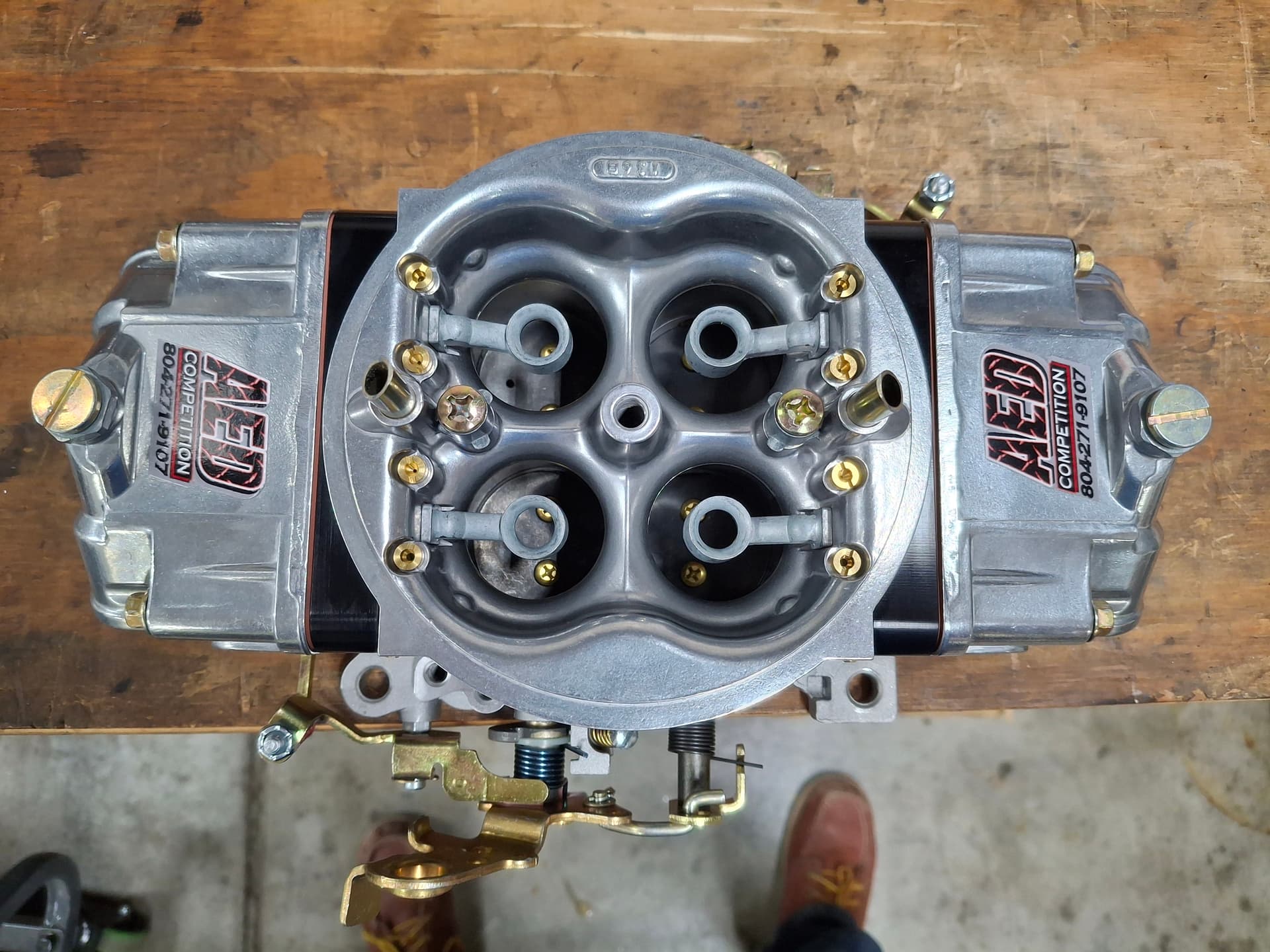
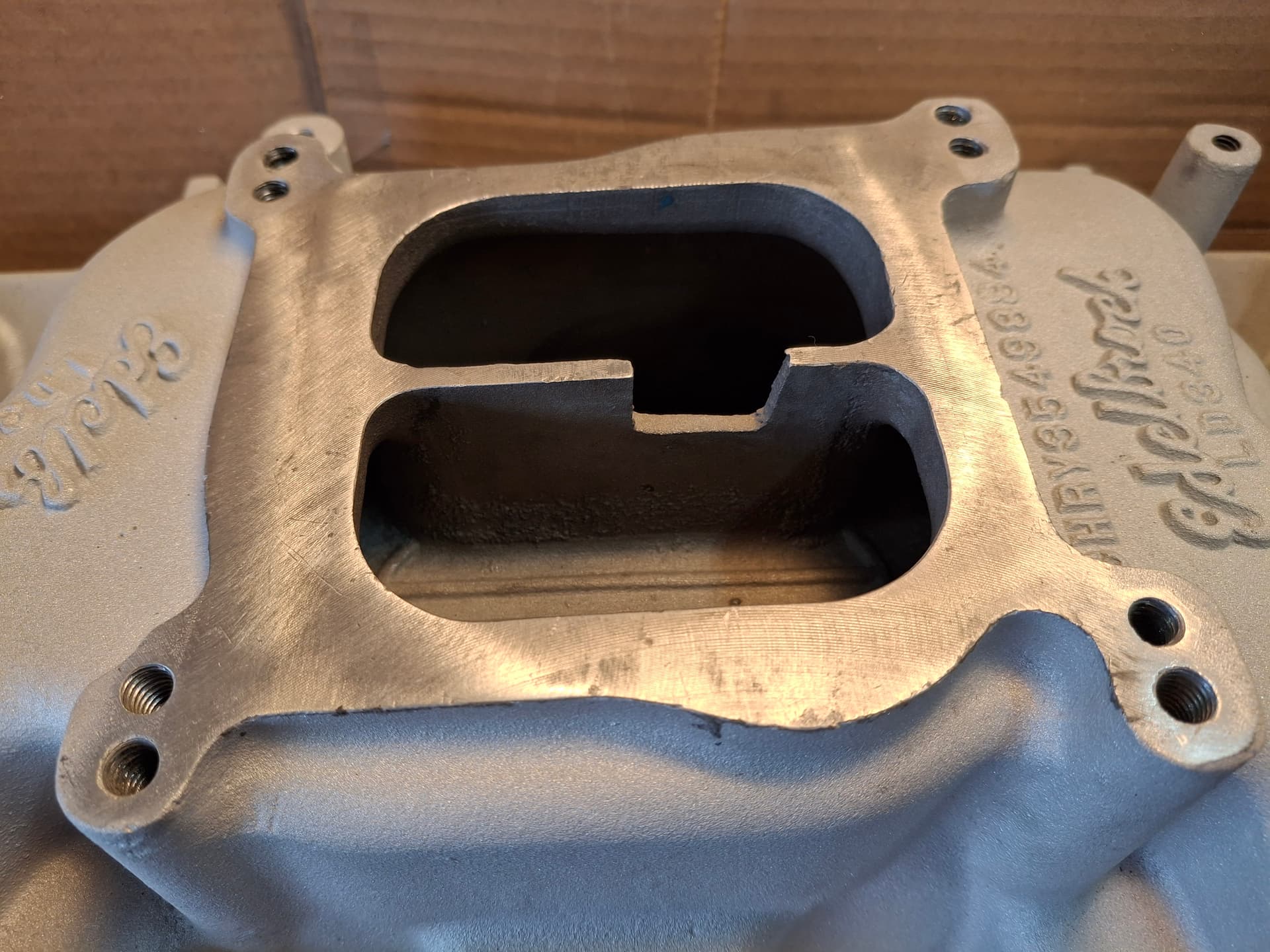
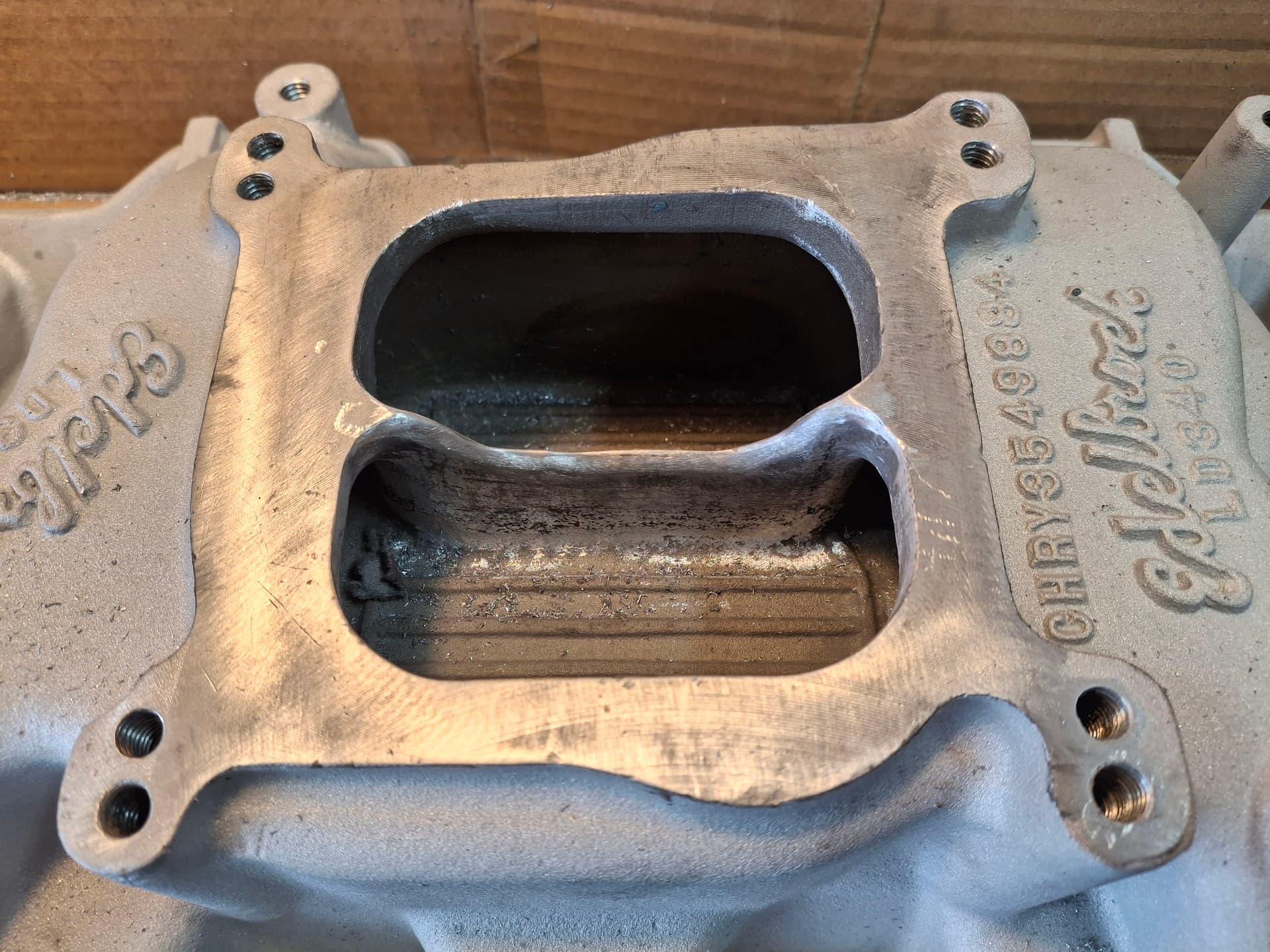
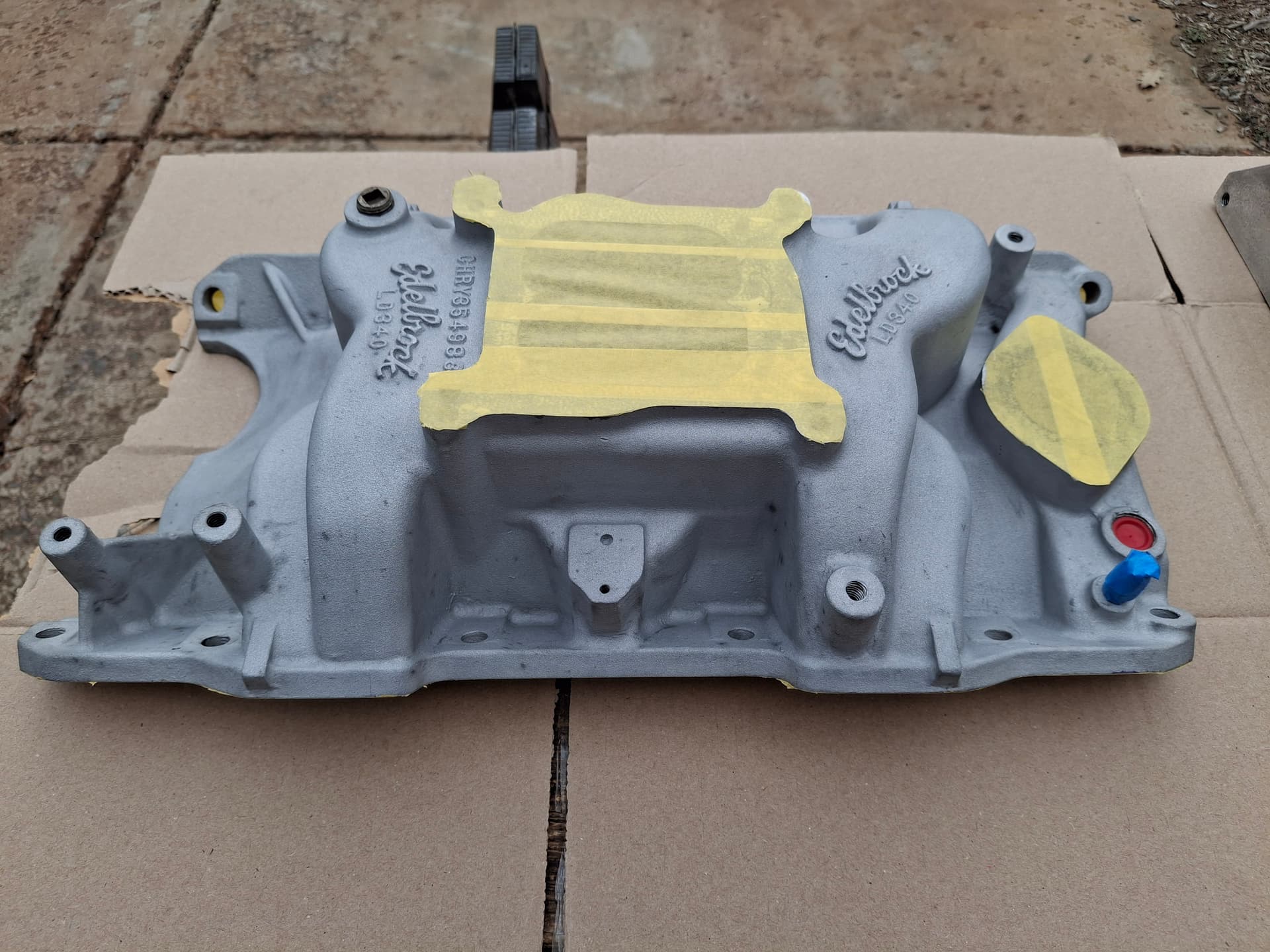
Before I could start on the matching the intake manifold’s ports, I addressed the plenum by smoothing out all the casting flash I could reach. From the factory, Edelbrock placed a crudely cast notch in the plenum divider to help promote a more-even mixture between both the planes. For this intake, a known benefit to allowing cylinders to draw from all four carburetor barrels is to widen the notch, and I went further by smoothing the top edge into a knife to stop the turbulence that would have been created by a flat top.
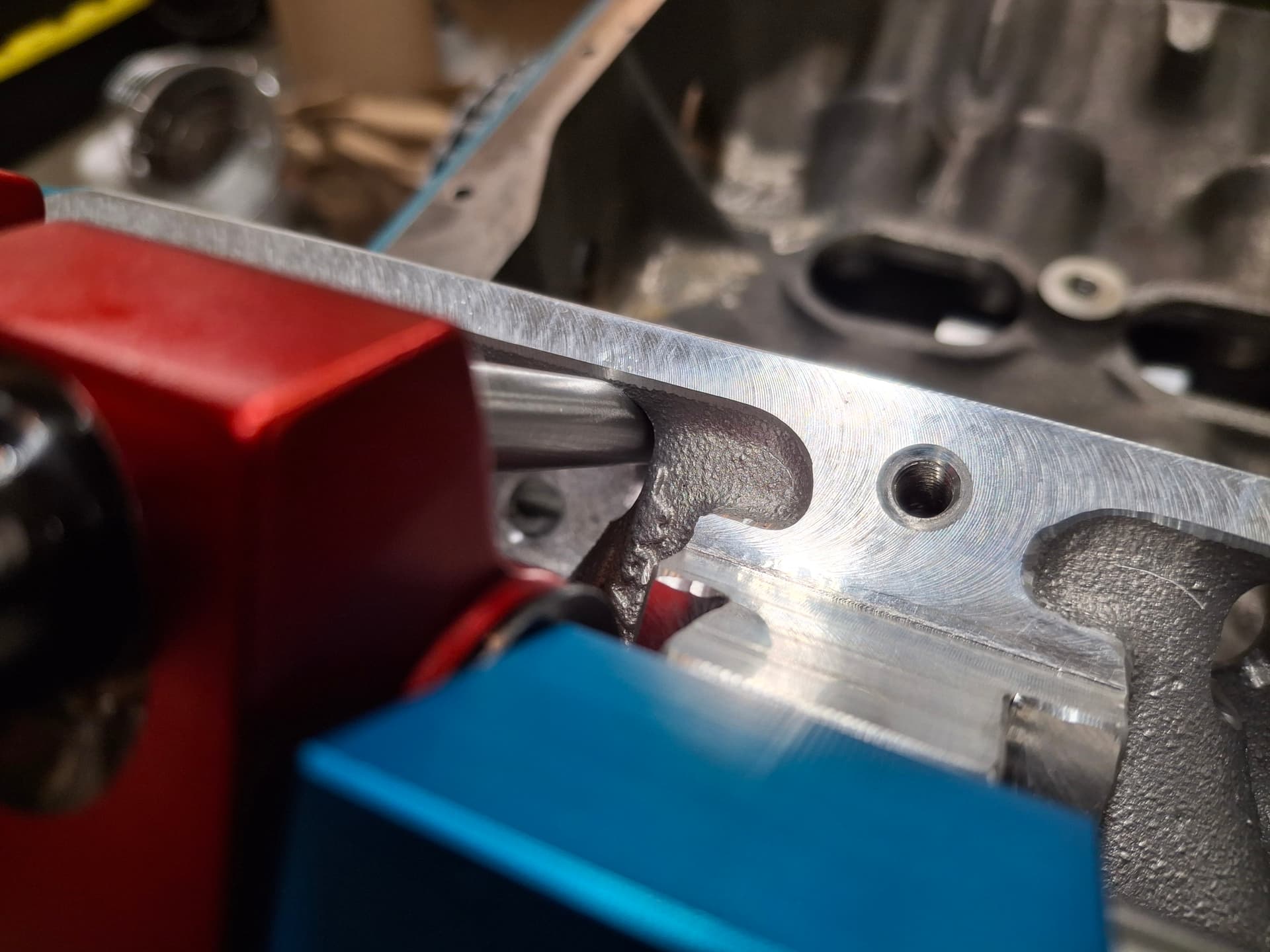
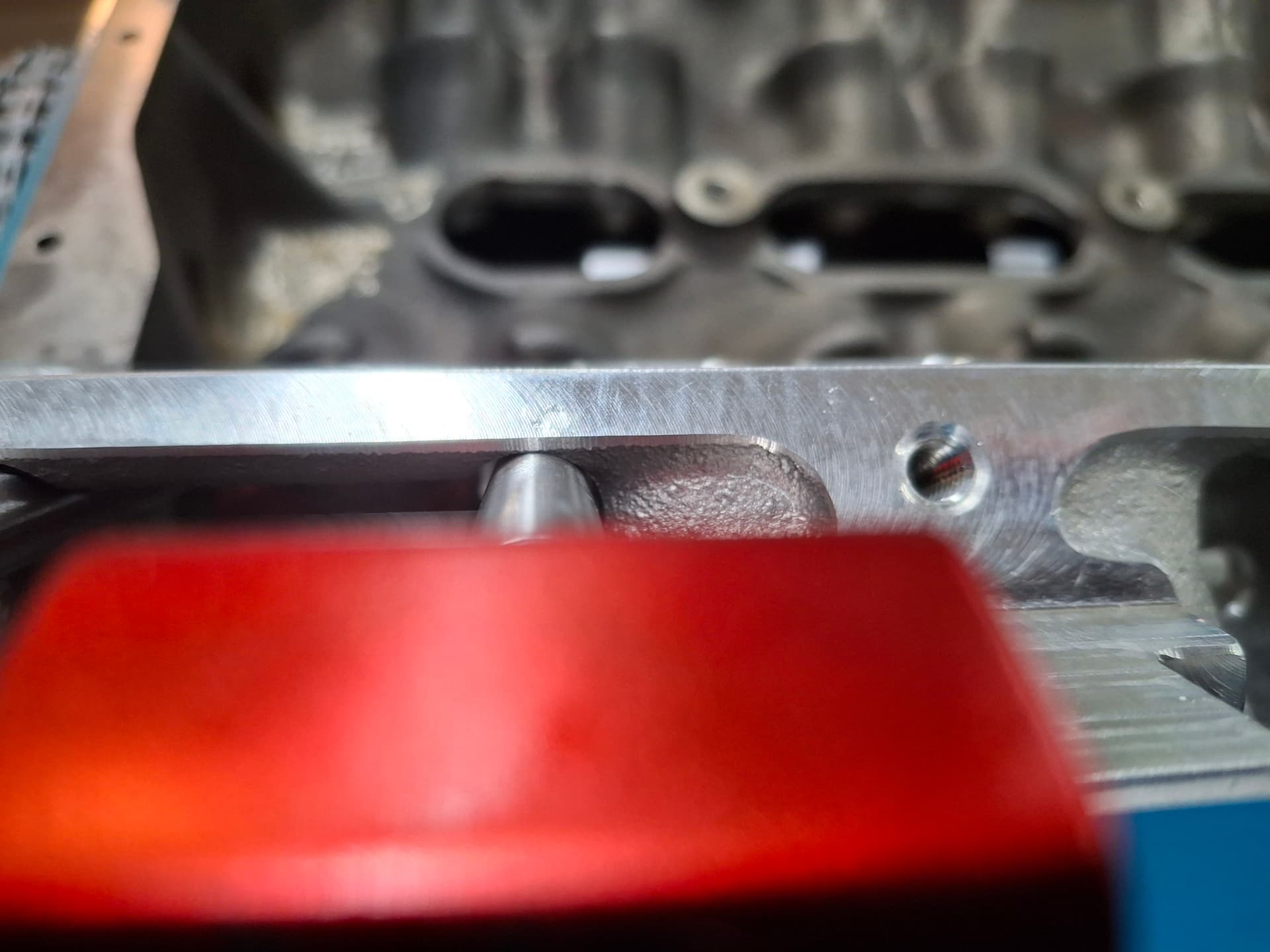
I needed to address the years of abuse people inflicted on the poor gasket flanges. Some nimrod(s) at one point(s) took a sanding disc to the carburetor and intake gasket flanges, leaving uneven surfaces with deep sanding grooves. This is a moment where a mill or surfacing machine would come in handy, but I settled for a machinist’s straightedge as a sanding block and a series of 80, 120, and 180-grit sandpaper. Working methodically to keep the block flat and in an “X” pattern, I wore out my arms bringing the flanges back to life.
For the manifold end rails, I intend on using a bead of RTV silicone instead of the OEM cork gaskets. The block already has a series of holes drilled in the end rail, and I drilled a series of holes in the manifold end rails where the RTV will create teeth to help hold the gasket from blowing out.
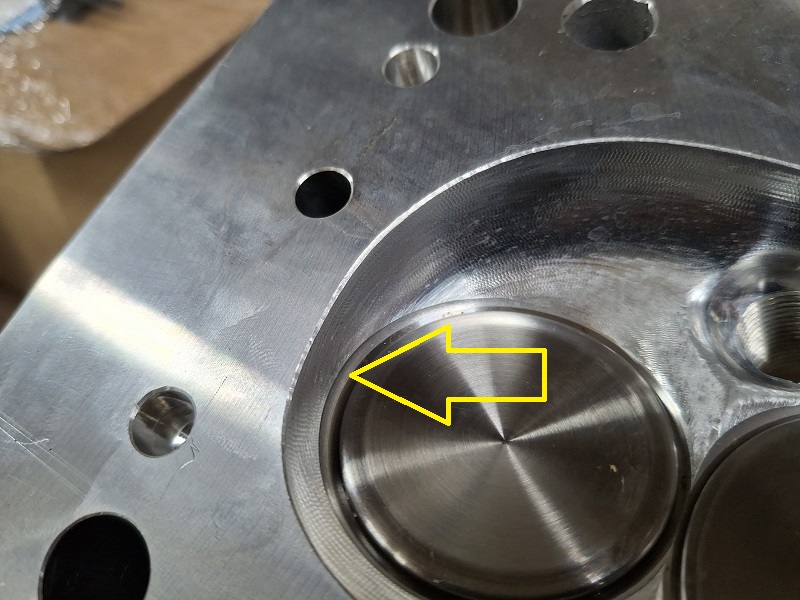
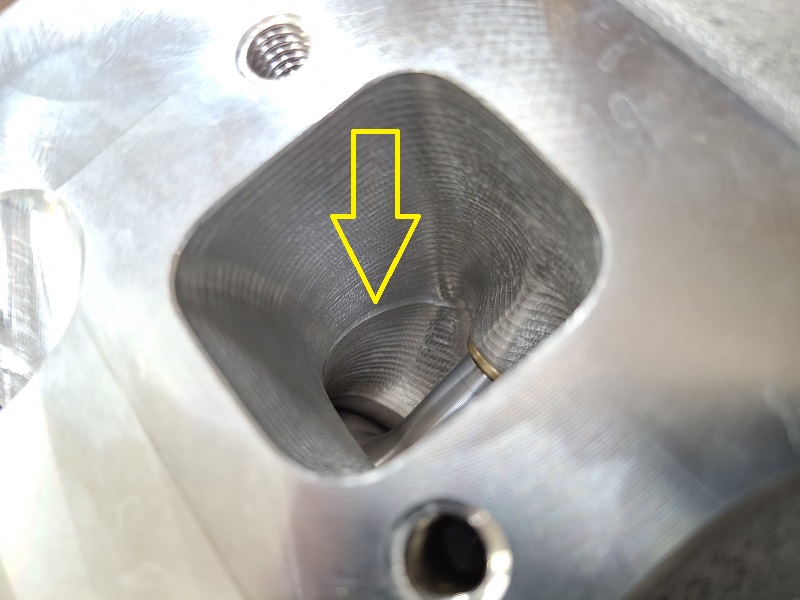
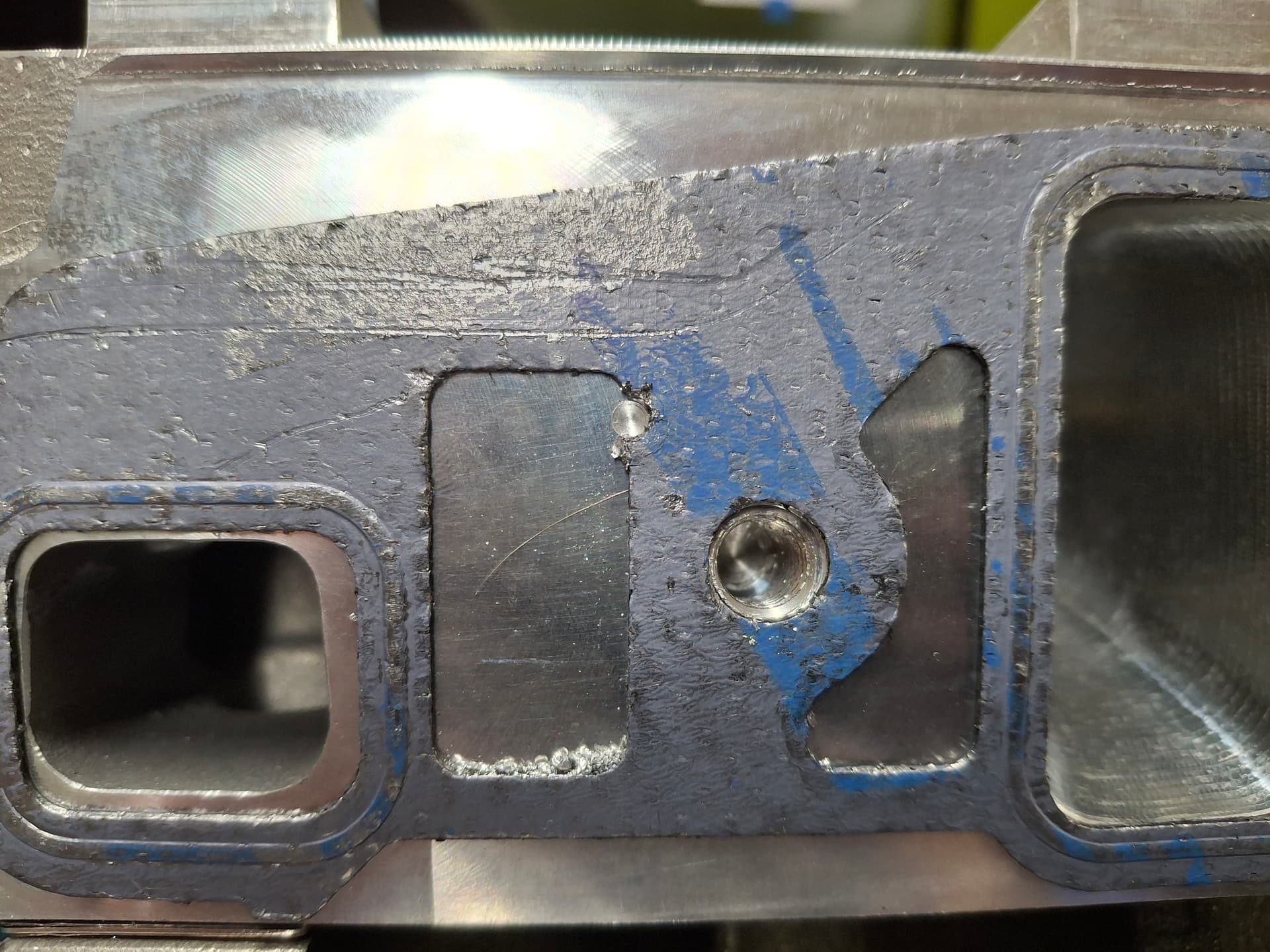
I was now ready to place the gasket on the intake manifold and index it using the 1/8" drill bits through the indexing holes before scribing the lines. As you can see from the photos, the factory intake ports not only are far smaller than the gasket and cylinder head ports, but they are also not symmetrical in the slightest. Shame on 1969 Edelbrock for such shoddy casting 
I went to town on the intake runners porting as far back into the runner as I could reach, which was 6" in some cases, so that I removed the same amount of material all the way to the plenum versus just flaring the runners at the ports. I used my grandfather’s outside calipers he used in WWII to maintain enough outside wall and his inside calipers to maintain symmetrical runners as best the casting allowed. On some ports, I had to remove 1/4" tick of material. The final produce is an intake with exact port matches with runners that are far larger and far more symmetrical than the factory casting. By the end, I had a pile of aluminum that would have filled at least one measuring cup and an air compressor as hot as a furnace even after letting it rest periodically.
Post Alert:
@jonUU
@Sportsracer
@Datsun78
@Bob_Alder
@Rich
@Nick_H